КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Организация технологического процесса
|
|
|
|
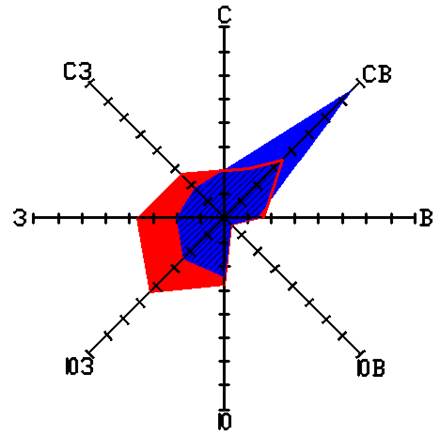
Повторяемость ветра для г. Евпатория
| Части света | С | СВ | В | ЮВ | Ю | ЮЗ | З | СЗ |
| Январь | ||||||||
| Июль |
Масштаб: в 1см – 10%.
Проект генплана обосновывается соответствующими технико-экономическими показателями, по которым устанавливается эффективность использования площадки и принятых решений.
1. Площадь территории – 6,9 Га
2. Площадь застройки зданиями и сооружениями – 12912 м2
3. Процент застройки

4. Процент озеленения – 56,5%
5. Площадь дорожного покрытия – 17181 м2
6. Коэффициент использования территории

Таблица 2
ТЭПгенплана .
| № п/п | Наименование | Ед. изм. | Количество | Примечание |
| 1. | Площадь участка | Га | 6,9 | |
| 2. | Площадь застройки | м2 | ||
| 3. | Площадь дорог, тротуаров и открытых складов | м2 | ||
| 4. | Площадь озеленения | м2 | ||
| 5. | % застройки | % | 18,6 | |
| 6. | % озеленения | % | 56,5 | |
| 7. | Коэффиц. использования территории | 0,43 |
Производственный корпус входит в состав завода по изготовлению ЖБК и рассчитывается на выпуск многопустотных плит перекрытия, ребристых плит покрытия, лестничных маршей, лестничных площадок, внутренних стеновых панелей, наружных стеновых панелей, плит ленточного фундамента, балконных плит и водопроводных колодцев.
Основные процессы производства: завоз и складирование сырья (песок, щебень, цемент, металл) ж/д и автотранспортом, разгрузка и загрузка сырья перегрузочными устройствами в склады, подготовка арматурных элементов, приготовление бетонной смеси и изготовление изделий.
По агрегатно-поточной технологии изготавливаются: балконные плиты, плиты ленточного фундамента, лестничные площадки.
С помощью мостовых кранов, формы устанавливаются на посты формования, происходит укладка необходимых арматурных элементов и бетонной смеси, вибрирование на виброплощадках и разглаживание поверхности изделий. Далее мостовыми кранами изделия подаются на пост выдержки, после чего происходит ТВО в ямных камерах. Затем изделия извлекаются из камер, происходит распалубка изделий, чистка и смазка форм. Изделия самоходными тележками вывозятся на склад готовой продукции, и из склада – автотранспортом на строительные площадки. Формы мостовыми кранами подаются к постам формования и цикл повторяется.
Процесс подготовки необходимых арматурных элементов (сварка арматурных сеток, каркасов, закладных деталей) для изделий осуществляется в арматурном цехе и подается в формовочный цех с помощью специальных тележек. Бетонная смесь из БСЦ поступает в формовочный цех с помощью бетоновозной эстакады и бетонораздатчиков.
По стендовой технологии изготавливаются лестничные марши, водопроводные колодцы. По данному способу формы стационарно устанавливаются на две бетонные полосы, между которыми движется по рельсам бетоноукладчик консольного типа. Тепловая обработка осуществляется паром, перемещающимся в паровой рубашке формы. Готовые изделия после распалубки и остывания на отведенных для этого площадях цеха вывозят на склад.
По полуконвейерной технологии изготавливаются: ребристые плиты покрытий, внутренние и наружные стеновые панели и многопустотные плиты перекрытий.
С помощью мостовых кранов, формы устанавливаются на посты формования, происходит укладка необходимых арматурных элементов и бетонной смеси, вибрирование на виброплощадках и разглаживание поверхности изделий. Далее при помощи рольганга изделия подаются на пост выдержки, после чего происходит ТВО в ямных камерах. Затем изделия извлекаются из камер, происходит распалубка изделий, чистка и смазка форм. Изделия самоходными тележками вывозятся на склад готовой продукции, и из склада – автотранспортом на строительные площадки. Формы мостовыми кранами подаются к постам формования и цикл повторяется.
Процесс подготовки необходимых арматурных элементов (сварка арматурных сеток, каркасов, закладных деталей) для изделий осуществляется в арматурном цехе и подается в формовочный цех с помощью специальных тележек. Бетонная смесь из БСЦ поступает в формовочный цех с помощью бетоновозной эстакады и бетонораздатчиков.
|
|
|
|
|
Дата добавления: 2015-04-25; Просмотров: 520; Нарушение авторских прав?; Мы поможем в написании вашей работы!