КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Порядок выполнения работы. Общие правила техники безопасности при эксплуатации холодильного оборудования
|
|
|
|
Общие правила техники безопасности при эксплуатации холодильного оборудования.
Срок службы торгового холодильного оборудования и безотказность его работы зависят от соблюдения правил его эксплуатации, содержания в чистоте, использования по прямому назначению.
Основные условия бесперебойной работы холодильного оборудования следующие:
• высокое качество монтажа,
• квалифицированное техническое обслуживание;
• выполнение всех правил эксплуатации персоналом магазина.
Монтаж, т.е. подготовку к работе и пуск холодильного оборудования, должен проводить механик, имеющий удостоверение на право осуществления таких работ и обслуживания холодильных агрегатов.
В период между техническим обслуживанием и ремонтами персонал торгового предприятия должен осуществлять:
• контроль за состоянием изделия, правильной его за грузкой и установкой щитков, системой отвода конденсата
• визуальный осмотр машинного отделения, при котором проверяется герметичность трубопроводов (появление следов масла в разъемных соединениях указывает на утечку хладагента),
• ежедневную чистку и пропитку изделия после окончания работы,
• удаление снеговой "шубы" (слоя инея толщиной более 3 мм);
• визуальный контроль за температурой в охлаждаемом объеме по термометру.
1. Выполнить в журнале эскиз заданной детали.
2. Занести в журнал чертежные размеры измеряемых поверхностей. По таблицам допусков ГОСТ 25346 - 89 (приложение 1, 2) определить предельные отклонения проверяемых размеров, указать их на эскизе детали и подсчитать предельные размеры.
3. Ознакомиться с имеющимся инструментом и занести в журнал его характеристики.
4. В зависимости от заданной точности поверхности и допустимой погрешности измерения приборов подобрать для каждой измеряемой поверхности инструмент (погрешность измерения не должна превышать 20...35% допуска на размер поверхности).
5. Произвести измерение всех заданных поверхностей. Для самой точной поверхности произвести измерение в трех сечениях в двух взаимноперпендикулярных направлениях (рис. 6), для остальных – по одному сечению в двух направлениях.

6. Дать заключение о годности по каждой измеряемой поверхности.
7. Определить наибольшие отклонения от правильной геометрической формы для самой точной из поверхностей.
ЦЕЛЬ РАБОТЫ
Ознакомление с методикой поверки штангенциркулей. Изучение организации и порядка проведения поверки средств измерений. Определение годности штангенциркуля.
Назначение и устройство штангенциркуля ШЦ-1-125-0,1-1
Штангенциркуль ШЦ-1-125-0,1-1 ГОСТ 166-89 предназначен для измерения наружных и внутренних размеров. Наличие у штангенциркуля данного типа глубиномера расширяет его функциональные возможности. Обозначение ШЦ-1-125-0,1-1 означает: ШЦ - штангенциркуль; I - тип (двусторонний с глубиномером); 125 - диапазон измерения от 0 до 125 мм; 0,1 - значение отсчета по нониусу (цена деления) в мм; 1 - класс точности штангенциркуля.
Штангенциркуль (рис. 6) состоит из штанги 1, по которой перемещается рамка 2. На рабочей поверхности 3 штанги 1 нанесена основная миллиметровая шкала. Отсчетным устройством в штангенциркуле является дополнительная шкала (нониус) 4, которая нанесена на измерительной рамке и позволяет отсчитывать дробные доли миллиметра. Для стопорения рамка снабжена стопорным винтом 5.

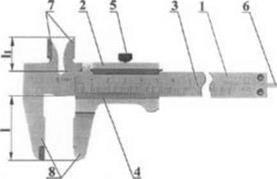
Рис. 6. Устройство штангенциркуля ШЦ-1-125-0,1-1
На штанге и рамке имеются губки 7 с кромочными измерительными поверхностями для измерения внутренних размеров и губки 8 с плоскими измерительными поверхностями для измерения наружных размеров. Штангенциркуль оснащен штангой глубиномера 6.
Назначение и устройство штангенциркуля ШЦ-П-250-0,1-2
Штангенциркуль ШЦ-П-250-0,1-2 ГОСТ 166-89 с двухсторонним расположение губок (рис. 7) предназначен для измерения наружных и внутренних размеров нижней парой губок 7, разметки и измерения наружных размеров верхней парой губок 6.
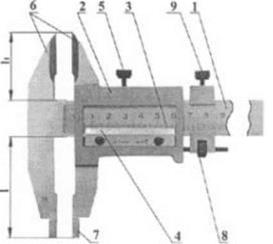
Рис. 7. Устройство штангенциркуля ШЦ-П-250-0,1-2:
1 - штанга; 2 - измерительная рамка; 3 - основная шкала; 4 - дополнительная шкала; 5, 9 - стопорные винты; 6 - губки для измерения наружных размеров; 7 - губки для измерения наружных и внутренних размеров; 8 -микрометрический винт
• Условия поверки и подготовка к ней
При проведении поверки температура воздуха в помещении должна быть (20±5)°С. Перед проведением поверки необходимо выполнить следующие подготовительные работы:
1. промыть штангенциркуль авиационным бензином по ГОСТ 1012–72 или бензином-растворителем по ГОСТ 443–76 или моющими растворами и протереть чистой хлопчатобумажной салфеткой;
2. при необходимости штангенциркуль размагнитить.
С помощью инструментов, указанных в каждом пункте лабораторной работы, проведите измерения контролируемых размеров и определите годность штангенциркуля ШЦ-1-125-0,1-1 ГОСТ 166–89 по каждому параметру и в целом. Параметр, полученный в результате измерения, считается годным, если его действительное значение не выходит за пределы допускаемых по ГОСТ 166-89. Результаты поверки занести в таблицу 1.
ПОРЯДОК ВЫПОЛНЕНИЯ ЛАБОРАТОРНОЙ РАБОТЫ
Полный набор операций, которые должны быть выполнены при проведении поверки штангенциркуля, определяет ГОСТ 8.113-85 [4]. Допускаемые значения проверяемых параметров устанавливает ГОСТ 166-89 [5]. В данной лабораторной работе выполняются только часть операций, отличающихся средствами и методиками поверки.
Внешний осмотр
Средства поверки не предусмотрены. Оценивается визуально.
Проверьте отчетливость и правильность оцифровки штрихов шкал. Не допускаются заметные при визуальном осмотре дефекты, ухудшающие эксплуатационные качества и препятствующие отсчету показаний, а также перекос края нониуса к штрихам шкалы штанги, препятствующий отсчету показаний.
Проверьте правильность маркировки. Требования к маркировке приведены в ГОСТ 166-89 (п. 2.26, приложение А).
Апробирование
Средства поверки не предусмотрены. Оценка производится визуально.
При апробировании проверьте:
1 плавность перемещения рамки;
2 отсутствие перемещения рамки под действием собственной массы;
3 возможность зажима рамки в любом положении в пределах диапазона измерения;
4 нахождение рамки с нониусом по всей длине на штанге при измерении размеров, равных верхнему пределу измерения;
5 отсутствие продольных царапин на шкале штанги при перемещении по ней рамки (визуально).
Измерение длины вылета губок
Средства поверки - металлическая измерительная линейка по ГОСТ 427-75 с пределами измерения 0-150 мм.
Длину вылета губок l и lx см. рис. 1, 2) штангенциркуля определите при помощи указанной металлической измерительной линейки с ценой деления 1 мм. Допускаемые значения размеров приведены в ГОСТ 166-89 (табл. 2, приложение А).
Определение шероховатости измерительных поверхностей
Средства поверки - образцы шероховатости плоские с параметрами Ra 0,32 мкм и 0,63 мкм по ГОСТ 9378-75.
Шероховатость измерительных поверхностей штангенциркуля определите путем сравнения с образцами шероховатости. Допускаемые значения выберите в (п. 2.26, приложение А).
Контроль отклонения от прямолинейности измерительных поверхностей губок
Средства поверки - лекальная линейка типа ЛД, класса точности 1 по ГОСТ 8026-75; плоскопараллельные концевые меры длины образцовые класса точности 1 по ГОСТ 9038-90 и плоская стеклянная пластина типа ПИ 60 мм класса точности 2 по ГОСТ 2923-75.
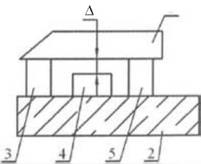
Контроль отклонения от прямолинейности измерительных поверхностей губок проводим относительным методом. Для этого ребро лекальной линейки 1 (рис. 3) установите поочередно продольно на измерительные поверхности 2 губок 3 и 4. Значение просвета А определите визуально - сравнением его с образцом просвета (рис. 4).

|
|
| Рис. 3. Схема измерения отклонения от прямолинейности измерительных поверхностей губок | Рис. 4. Образец для определения значения просвета |
Образец включает лекальную линейку 1, плоскую стеклянную пластину 2 и плоскопараллельные концевые меры длины 3, 4, 5. Причем меры 3 и 5 имеют одинаковый размер, а мера 4 меньше их на 0,007 мм для штангенциркулей с ценой деления 0,1 мм и на 0,004 мм - с ценой деления 0,05 мм.
Контроль отклонения от параллельности
измерительных поверхностей губок для внутренних измерений и расстояния между ними
Средства поверки - микрометр типа МК с пределами измерения 0-25 мм, класса точности 2 по ГОСТ 6507-78; плоскопараллельная концевая мера длины 10 мм образцовая, 3 класса точности по ГОСТ 9083–90.
Для измерения указанных параметров установите штангенциркуль губками 3 по концевой мере на 10 мм и застопорите зажимную рамку. Микрометром измерьте расстояния Их и h между измерительными поверхностями в двух сечениях по длине губок (см. рис. 3). Разность расстояний равна отклонению от параллельности измерительных поверхностей. Она не должна превышать значений, установленных ГОСТ 166–86 (п. 2.26, приложение А).
Расстояние между измерительными поверхностями губок для штангенциркулей, выпускаемых из производства, должно соответствовать 10(+0,07/+0,02) мм, а выпускаемых из ремонта и находящихся в эксплуатации 10(+0,07/-0,03) мм.
Контроль отклонения от параллельности измерительных поверхностей губок для измерения наружных размеров
Средства поверки: лекальная линейка типа ЛД, класса точности 1 по ГОСТ 8026-75; плоскопараллельные концевые меры длины образцовые, класса точности 3 по ГОСТ 9038-90; стеклянная пластина типа ПИ 60 мм, класса точности 2 по ГОСТ 2923-75.
Отклонение от параллельности губок определите по просвету между измерительными поверхностями при сдвинутых губках, как при незатянутом, так и при затянутом зажиме рамки.
Значение просвета определите визуально сравнением с образцом, схема которого показана на рис. 4. Величина просвета не должна превышать 0,008 мм - при значении отсчета по нониусу 0,05 мм и 0,012 мм - при значении отсчета по нониусу 0,1 мм.
Контроль отклонения от прямолинейности рабочей поверхности штанги
Средства поверки - лекальная линейка типа ЛД класса точности 1 по ГОСТ 8026-75; щуп толщиной 0,02 мм класса точности 2 по ГОСТ 882-75.
Рамку 2 (см. рис. 6) штангенциркуля сдвиньте в крайнее левое положение. Лекальную линейку приложите к рабочей поверхности 9 штанги 1 штангенциркуля.
Г одность по данному параметру определите с помощью щупа толщиной 0,02 мм. Для этого необходимо попытаться вставить его в просвет между лекальной линейкой и рабочей поверхностью штанги по всей ее длине. Если щуп хотя бы в одном месте войдет в просвет, то штангенциркуль по этому параметру считается не годным; в противном случае - годным.
Определение погрешности штангенциркуля
Данная операция включает в себя три составляющих: проверку нулевой установки, определение погрешности при измерении линейных размеров и определение погрешности при измерении глубины.
Средства поверки - плоскопараллельные концевые меры длины образцовые, класса точности 3 по ГОСТ 9038-90; плита исполнения 2, класса точности 1 размером 250x250мм по ГОСТ 10905-75.
Проверка нулевой установки осуществляется при сдвинутых до соприкосновения губках. Смещение штриха нониуса должно быть в плюсовую сторону. Смещение нулевого штриха определите при помощи концевой меры длиной 1,05 мм, которую поместите между измерительными поверхностями губок. При этом показание штангенциркуля должно быть не более 1,1 мм.
Погрешность штангенциркуля при измерении линейных размеров определяют по концевым мерам длины. У штангенциркулей с ценой деления 0,1 мм, выпускаемых из производства, погрешность определяют в трех точках по длине штанги. Для штангенциркуля с пределами измерений 0-125 мм используют концевые меры длины 10, 50 и 100 мм.
Концевую меру длины размером 10 мм поместите между измерительными поверхностями губок штангенциркуля. Длинное ребро измерительной поверхности губки должно быть перпендикулярно к длинной грани концевой меры длины и находится в середине измерительной поверхности. Усилие сдвигания губок от руки должно быть ограничено: оно должно обеспечивать плавное скольжение концевой меры между зажатыми губками при отпущенном стопорном винте рамки. Снимите отсчет по нониусу и занесите в табл. 1.
По аналогии снимите отсчеты по концевым мерам длины 50 и 100 мм. По концевой мере 50 мм погрешность определите при зажатом стопорном винте рамки, при этом должно сохранятся плавное скольжение измерительных поверхностей губок по измерительных поверхностям концевых мер.
Допустимая величина погрешности штангенциркуля приведена в (табл. 3, приложение А).
Погрешность при измерении глубины определите по концевым мерам длиной 20 мм. Две концевые меры установите на поверочную плиту. Торец штанги прижмите к измерительным поверхностям концевых мер. Линейку глубиномера переместите до соприкосновения с плоскостью плиты и снимите показания отсчета.
Несовпадение штрихов равно погрешности штангенциркуля в проверяемой точке. Допустимая погрешность приведена в табл. 3 ГОСТ 166-89 (п. 2.4, приложение А).
СОДЕРЖАНИЕ ОТЧЕТА ПО РАБОТЕ
Название и цель работы.
Заполнить таблицу 1.
Таблица 1
| Контролируемые параметры | Наименование и характеристика используемых приборов | Допустимое значение параметра | Действительная величина параметра | Заключение о годности |
| 1. Внешний осмотр: | ||||
| отчетливость оцифровки шкал маркировка и т. д. | визуально визуально | отсутствие дефектов товарный знак, порядковый номер и т. д. | дефектов нет есть | годен годен |
| 2. Измерение длины вылета губок | Линейка изме рительная ГОСТ 427-75, | есть | ||
| l | 35-42 мм | годен | ||
| h | цена деления 1 мм, пределы измерения 0-150 мм | не менее 15 мм | не годен |
• КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение и устройство штангенциркуля.
2. Виды поверок штангенциркуля.
3. Условия поверки.
4. Контролируемые параметры и методика поверки штангенциркуля.
5. В чем заключается условие годности штангенциркуля?
Приложение А (справочное).
Выборка из ГОСТ 166-89 «Штангенциркули. Технические условия»
1. Типы. Основные параметры и размеры
Вылет губок l1 и l2 для измерения наружных размеров и вылет губок l3 и l4 для измерения внутренних размеров должен соответствовать указанным в таблице 2.
Таблица 2, мм
| Диапазон | / | ll | l2 | l3 | |
| не менее | не более | не менее | |||
| 0-125 | - | - | |||
| 0-135 | - | - | |||
| 0-150 | - | - | |||
| 0-160 | |||||
| 0-200 | |||||
| 0-250 | |||||
| 0-300 | |||||
| 0-400 | - | ||||
| 0-500 | - | ||||
| 250-630 | - | ||||
| 250-800 | - | ||||
| 320-1000 | - | ||||
| 500-1250 | - | ||||
| 500-1600 | - | ||||
| 800-2000 | - |
2. Технические условия
2. Штангенциркули следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2. Штангенциркули со значением отсчета по нониусу 0,1 мм и верхним пределом измерения до 400 мм и штангенциркули с отсчетом по круговой шкале с ценой деления 0,1 мм следует изготовить двух классов точности: 1 и 2.
2. Предел допускаемой погрешности штангенциркулей при температуре окружающей среды (20±5) °С должен соответствовать указанному в таблице 3.
2. Предел допускаемой погрешности штангенциркулей типов 1 и Т-1 при измерении глубины равной 20 мм, должен соответствовать таблице 3.
Таблица 3
| Предел допускаемой погрешности штангенциркулей (±) | |||||||||
| при назначении отсчета по нониусу | С ценой деления круговой шкалы отсчетного устройства | с шагом дискретности цифрового отсчетного устройства | |||||||
| 0,05 | 0,1 для класса точности | 0,02 | 0,05 | 0,1 для класса точности | |||||
| 0,01 | |||||||||
| До 100 | 0,03 | 0,04 | 0,05 | 0,08 | 0,03 | ||||
| Св. 100 до 200 | 0,05 | 0,05 | 0,10 | ||||||
| 200-300 | 0,004 | ||||||||
| 300-400 | 0,04 | ||||||||
| 400-600 | 0,10 | 0,05 | |||||||
| 600-800 | 0,10 | 0,06 | |||||||
| 800-1000 | 0,07 | ||||||||
| 1000-1100 | 0,15 | ||||||||
| 1100-1200 | 0,16 | ||||||||
| 1200-1300 | 0,17 | ||||||||
| 1300-1400 | 0,18 | ||||||||
| 1400-1500 | 0,19 | ||||||||
| 1500-2000 | 0,20 |
Примечания: 1. За измеряемую длину принимают номинальное расстояние между измерительными поверхностями губок.
1. У штангенциркулей с одним нониусом погрешность проверяют по губкам для изменения наружных размеров.
2. При сдвигании губок штангенциркулей до их соприкосновения смещение нулевого нониуса допускаются только в сторону увеличения размера.
3. Погрешность штангенциркуля не должна превышать значений, указанных в табл. 3 при температуре (20±10) °С при поверке по плоскопараллельным концевым мерам длины из стали.
2. Допуск плоскости и прямолинейности измерительных поверхностей губок должен составлять 0,01 мм на 100 мм длины большей стороны измерительной поверхности штангенциркулей.
При этом допускаемые отклонения плоскости и прямолинейности измерительных поверхностей должны быть:
• 0,004 мм - для штангенциркулей со значением отсчета по нониусу, с ценой деления шкалы и шагом дискретности не более 0,5 мм и длиной большей стороны измерительной поверхности менее 40 мм;
• 0,007 мм - для штангенциркулей со значениями отсчета по нониусу с ценой деления шкалы 0,1 мм и длиной большей стороны измерительной поверхности менее 70 мм.
Допуск прямолинейности торца штанги штангенциркулей типов I и II должен составить 0,01 мм.
По краям плоских измерительных поверхностей в зоне шириной не более 0,2 мм допускаются завалы.
Примечание: Требования к плоскости относят только к поверхностям шириной более 4 мм.
2. Допуск параллельности измерительных поверхностей губок для измерения внутренних размеров должен составлять 0,010 мм на всей длине. Для штангенциркулей 2 класса точности измерительные поверхности кромочных губок допускается изготовить с допуском параллельности 0,02 мм.
В зоне до 0,5 мм от верхней кромки измерительных поверхностей допускаются завалы.
Допуск параллельности на 100 мм длины плоских измерительных губок для измерения наружных размеров должен быть:
• 0,02 мм - при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,052 мм;
• 0,03мм - при значении отсчета по нониусу и цене деления шкалы 0,1мм.
Параметр шероховатости плоских и цилиндрический измерительных поверхностей штангенциркулей - Ra<0,32 мкм по ГОСТ 2789-73; измерительных поверхностей кромочных губок и плоских вспомогательных измерительных поверхностей - Ra< 0,63 мкм по ГОСТ 2789–73.
|
|
|
|
|
Дата добавления: 2015-04-25; Просмотров: 2249; Нарушение авторских прав?; Мы поможем в написании вашей работы!