КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологический процесс изготовления заготовки
|
|
|
|
Введение
Конец ознакомительного фрагмента.
Текст предоставлен ООО «ЛитРес».
Прочитайте эту книгу целиком, купив полную легальную версию на ЛитРес.
Стоимость полной версии книги 33,99р. (на 30.03.2014).
Безопасно оплатить книгу можно банковской картой Visa, MasterCard, Maestro, со счета мобильного телефона, с платежного терминала, в салоне МТС или Связной, через PayPal, WebMoney, Яндекс.Деньги, QIWI Кошелек, бонусными картойами или другим удобным Вам способом.
Данная деталь может использоваться как какая-либо опора. Материал заготовки – cталь конструкционная легированная, содержащая 0.28-0.34 % углерода, 0.8-1.1 % хрома, 0.8-1.1 % марганца, до 0.025 % серы и до 0.025 % фосфора. В данной курсовой работе подробно описан технологический процесс изготовления заготовки и детали, полученной из этой заготовки.
Производство детали мелкосерийное, около 10 штук.
3.1 Возможные способы изготовления заготовки.
Данную заготовку можно изготовить тремя способами: а) Литье в песчанно-глинистую форму; б) Штамповка (ОМД); в) Ковка (ОМД)
Литейным производством называется технологический процесс получения фасонных деталей или заготовок путем заливки расплавленного металла в литейную форму. После затвердевания металла в форме получается отливка – заготовка. Заготовки подвергают в дальнейшем механической обработке. Методом литья можно изготавливать изделия или заготовки сложной конфигурации или больших размеров, которые при помощи других видов обработки – ковки, штамповки, сварки – получить или значительно труднее, или невозможно.
При ковке рабочий инструмент – плоский боек совершает возвратно-поступательные движения и деформирует нагретую исходную заготовку, придавая ей необходимые формы.
Штамповка – способ ОМД, при котором необходимые формы в трех измерениях придаются нагретой или холодной заготовке при помощи специального инструмента – штампа.
3.2 Из представленных способов наиболее эффективным в данном случае является способ литья в песчанно-глинистую форму. Эффективным он является потому, что это наиболее универсальный и практически единственный способ изготовления крупногабаритных отливок. Этот способ отличается дешевизной, недефицитностью материалов и простой организацией технологического процесса.
Штамповка же является невыгодной в данном случае потому, что производство данной детали мелкосерийное и изготовление дорогого штампа является экономически невыгодным.
3.3 Технологический процесс изготовления заготовки
В модельном цехе по чертежу детали изготавливают модель, размеры которой берут с учетом припусков на усадку и механическую обработку, а также изготавливают стержневой ящик. Для удобства изготовления литейной формы модель и стержневой ящик делают разъемными.
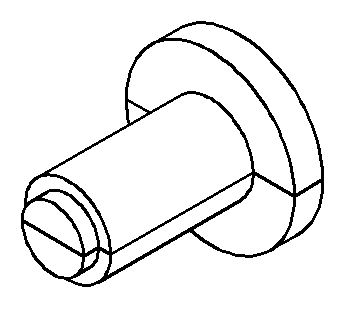 Модель
Модель
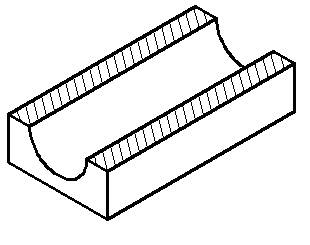 Стержневой ящик
Стержневой ящик
Литейную форму, состоящую из двух полуформ, изготавливают в такой последовательности: на подмодельную плиту (1) устанавливается первая половина модели (2), ставится опока (3), засыпаем песчано-глинистую смесь (4), утрамбовываем, излишки снимаем линейкой, прокалываем отверстие душником, для облегчения выхода газов, накрываем второй подмодельной плитой (5) и переворачиваем, первую подмодельную плиту снимаем, по центрирующем выступам устанавливаем вторую половину модели, устанавливаем вторую опоку (6), устанавливается модель литника (7), модели выпоров (8) и засыпаем сверху песчано-глинистую смесь (9), утрамбовываем, верхнюю полуформу снимаем, удаляем модель литника, удаляем модели выпоров, из полуформ аккуратно вынимаются обе половинки модели, по стержневым знакам устанавливаются стержень (10), полость покрываем антипригарной краской, форму собирают, она готова к заливке.
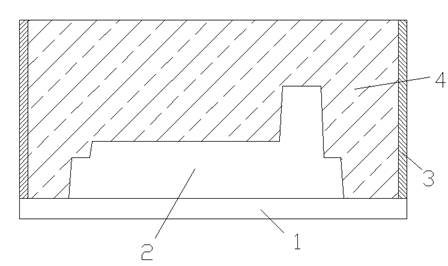
Рис.2
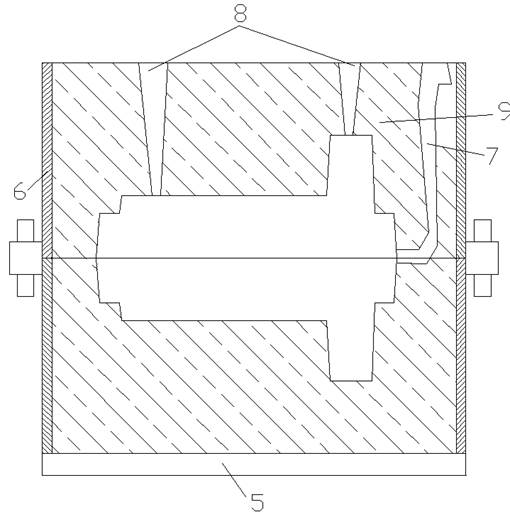
Рис.3
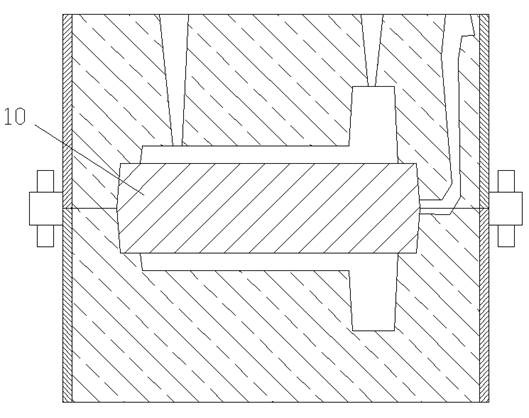
Рис.4
В литейную форму из ковша заливается расплавленный металл. Затем, после охлаждения, происходит выбивка отливки. При этом литейная форма разрушается. После выбивки отливка подвергается обрубке литниковой системы. Обрубку производят пневматическими зубилами, ленточными и дисковыми пилами, газовой резкой и на прессах.
За обрубкой следует очистка отливок. На этом этапе происходит удаление пригара, остатков формовочной и стрежневой смеси с наружных и внутренних поверхностей отливки.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 968; Нарушение авторских прав?; Мы поможем в написании вашей работы!