КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологический процесс изготовления детали
|
|
|
|
Технологический процесс изготовления детали
Данную деталь получаем методами механической обработки на станках. Операции мехобработки предназначены для обточки наружных и внутренних поверхностей детали и плоских торцевых поверхностей.
Основные виды резцов:
 |
По виду обработки: а) проходные 1, 2, 3 для обтачивания гладких цилиндрических и конических поверхностей; б) подрезные 4 для обтачивания плоских торцовых поверхностей; в) расточные для растачивания сквозных отверстий 6 и расточные упорные для растачивания глухих отверстий 7; г) отрезные 8 для разрезания заготовок на части и для протачивания кольцевых канавок; д) галтельные для обтачивания переходных поверхностей между ступенями валов по радиусу.
Обработка производиться на токарно-карусельном станке:
1)Наружную цилиндрическую поверхность 1 обтачивают проходным резцом закрепленным в резце держателе бокового суппорта, подача резца вертикальная (Рис.5)
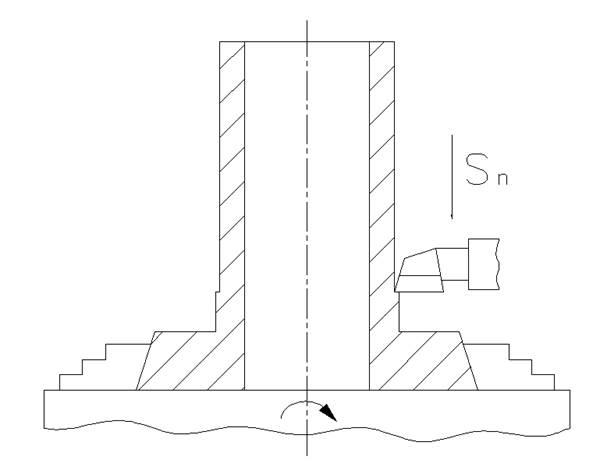
Рис.5
2) Торцы детали обтачивают подрезным резцом, закрепленным в резцедержателе верхнего суппорта, подача резца горизонтальная. (Рис.6,7,8,9)
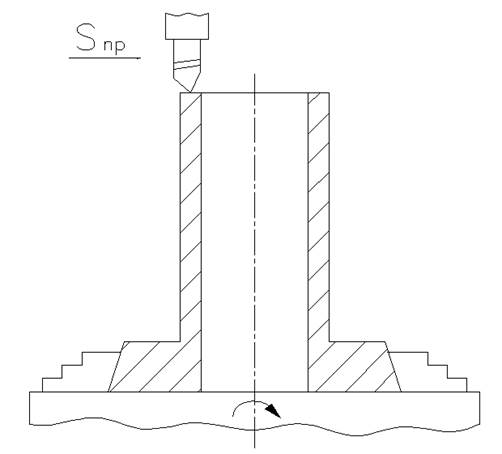
Рис.6
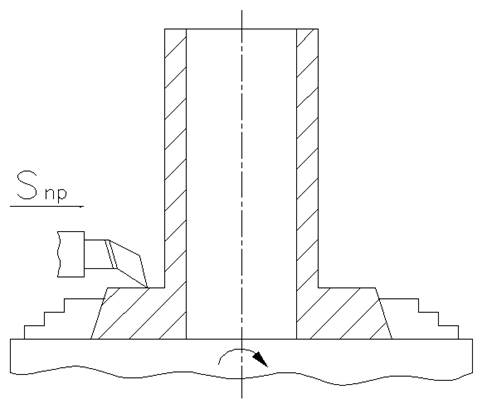
Рис.7
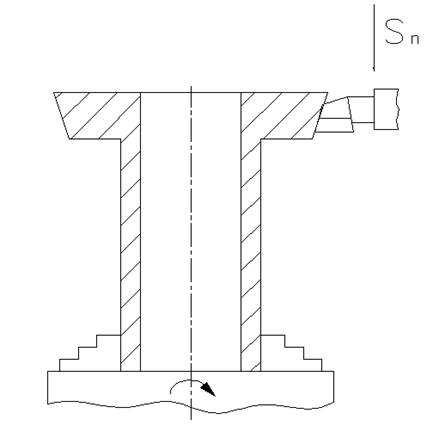
Рис.8
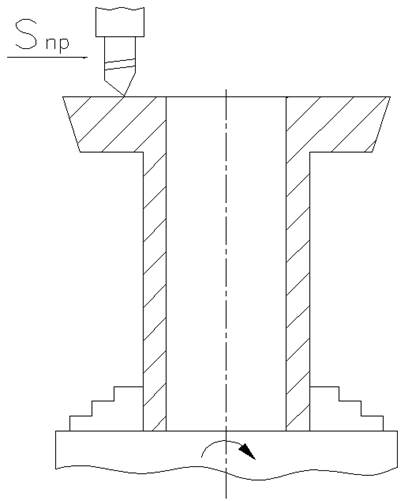
Рис.9
3) Отверстие 6 растачивают двумя проходными расточными резцами, закрепленными в державке установленной в гнезде револьверной головке с вертикальной подачей. (Рис. 10)
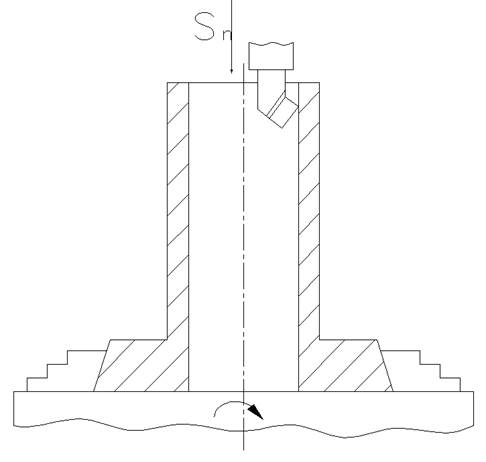
Рис.10
Обработка заготовки на круглошлифовальном станке.
1)При шлифовании с продольной подачей заготовка вращается равномерно и совершает возвратно-поступательные движения (Рис.11,12)
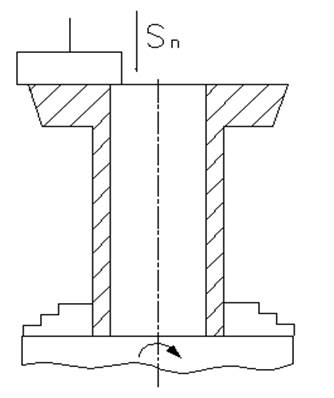
Рис.11
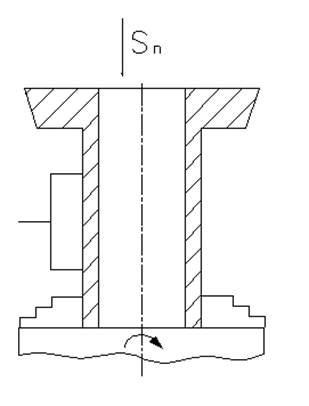
Рис.12
Заключение
В данной курсовой работе был разработан технологический процесс изготовления детали по чертежу. Он состоит из нескольких этапов:
Сначала была получена заготовка способом литья в песчано-глинистые формы.
Затем заготовку обрабатывали точением (токарной обработкой). Этот способ использовался в связи с тем, что в обозначении шероховатости поверхности детали был применен знак, который означает, что поверхность должна быть получена удалением слоя материала. А также на выбор способа повлияла геометрия детали. Обработка производилась на токарно-карусельном и шлифовальном станках
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 624; Нарушение авторских прав?; Мы поможем в написании вашей работы!