КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Конструктивные элементы сварных соединений
|
|
|
|
И ШВОВ
КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ
Сварным соединением называют участок конструкции, в которой отдельные элементы соединены с помощью сварки. В соединение входят: сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния ЗТВ) и примыкающие к ней участки основного металла.
Сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находится в расплавленном состоянии.
По форме сопряжения свариваемых элементов можно выделить следующие основные типы сварных соединений: стыковые (рис. 2.1, а), тавровые (рис. 2.1,б,в), угловые (рис. 2.1,г), нахлесточные (рис. 2.1,д).
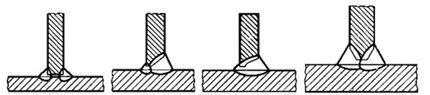
Сварные швы подразделяются по форме поперечного сечения на стыковые (рис. 2.2,а) и угловые (рис. 2.2,б).
Разновидностью этих типов швов являются швы пробочные
(рис. 2.2,в) и прорезные (рис. 2.2,г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые.
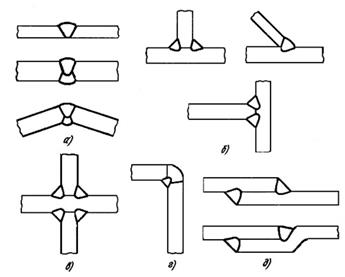
Рис. 2.1. Основные типы сварных соединений
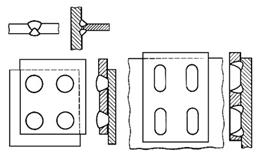
Рис. 2.2. Основные типы сварных швов
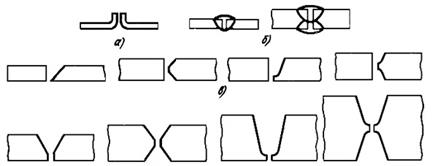
Стыковые швы выполняются, как правило, непрерывными; отличительный признак таких швов – форма разделки кромок соединяемых деталей в поперечном сечении. Поэтому признаку различают следующие основные типы стыковых швов:
– с отбортовкой кромок (рис. 2.3,а);
– без разделки кромок – односторонние и двусторонние (рис. 2.3,б);
– с разделкой одной кромки – односторонние, двусторонние с кри-
волинейной или прямолинейной формой разделки кромки (рис. 2.3,в);
– с односторонней V-образной разделкой двух кромок (рис. 2.3,г);
– с двусторонней Х-образной разделкой двух кромок (рис. 2.3,д).
|
|
|
|
Рис. 2.3. Подготовка кромок стыковых швов
Разделка может быть образована прямыми линиями (скос кромок), либо иметь криволинейную форму (U-образную разделку, рис. 2.3,е).
Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине. По форме поперечного сечения швы могут быть без разделки кромок (рис. 2.4, а), с односторонней разделкой кромки (рис. 2.4,б), с двусторонней разделкой кромок (рис. 2.4,в).
а б в
Рис. 2.4. Подготовка кромок угловых швов тавровых соединений
По протяженности угловые швы могут быть непрерывными
(рис. 2.5,а) и прерывистыми (рис. 2.5,г) расположением отрезков шва.
Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности – точечными швами (рис. 2.5,д).
|
|
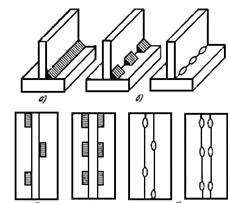
Рис. 2.5. Угловые швы тавровых соединений
Пробочные швы по своей форме в плане обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижних листов (рис. 2.6,а) – их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие (рис. 2.6,б).
|

Рис. 2.6. Форма поперечного сечения пробочных и прорезных швов
Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) к нижнему листу угловым швом по периметру прорези (рис. 2.6,в).
Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента (рис. 2.7): зазор (b), притупление (с), угол разделки кромок (а), равный b или 2b.
Ручная дуговая сварка без разделки кромок применяется для листов толщиной до 4 мм, механизированная под флюсом – до 18 мм.
Стандартный угол разделки кромок в зависимости от способа сварки типа соединения изменяется от 60 ± 5о до 20 ± 5о. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а следовательно, производительность сварки.
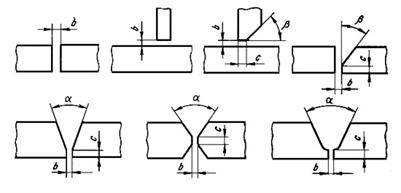
Рис.2. 7. Конструктивные элементы разделки кромок
и сборки кромок под сварку
Так, например, Х-образная разделка кромок по сравнению с V-образной разделкой позволяет уменьшить объем расплавленного металла в 1,6 – 1,7 раза.
Притупление (с) обычно составляет 2 ± 1 мм. Зазор (b) = 1,5…
2 мм, так как наличие зазора необходимо для провара вершины шва, но в отдельных случаях зазор может быть равным нулю или достигать 8…10 мм.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 1324; Нарушение авторских прав?; Мы поможем в написании вашей работы!