КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
При дуговой и электрошлаковой сварке
|
|
|
|
В связи с важностью правильной подготовки свариваемых кромок с точки зрения качества, экономичности, прочности и работо-способности сварного соединения созданы государственные стандарты на подготовку кромок под сварку. Стандарты регламентируют форму и конструктивные элементы разделки и сборки кромок под сварку и размеры готовых сварных швов.
ГОСТ 5264 – 80 «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры» регламентирует конструктивные элементы подготовки кромок и размеры выполненных швов при ручной дуговой сварке металлическим электродом во всех пространственных положениях.
ГОСТ 8710–70 «Швы сварных соединений. Автоматическая и полуавтоматическая сварка» регламентирует форму и размеры подготовки кромок и выполненных швов при дуговой механизи-рованной (автоматической или полуавтоматической) сварке под флюсом. Дополнительно к этим стандартам выпущены стандарты, которые регламентируют конструктивные элементы сварных соединений при механизированной сварке под флюсом (ГОСТ 11533–75) и при ручной дуговой сварке (ГОСТ 11534–75) для соединений элементов под острым и тупым углами.
ГОСТ 15164–78 «Сварные соединения и швы. Электрошлаковая сварка» регламентирует форму и размеры подготовки кромок и выполненных швов при электрошлаковой сварке.
ГОСТ 14771–85 «Швы сварных соединений. Электродуговая сварка в защитных газах» регламентирует форму и размеры подготовки кромок и сварных швов при сварке сталей в защитных газах: активных (СО2), инертных (Ar, He) и смесях газов.
ГОСТ 16098–70 «Швы сварных соединений из двухслойной корро-зионно-стойкой стали» регламентирует форму и размеры подготовки кромок и выполненных сварных швов сварных соединений из двухслойной коррозионно-стойких сталей при электродуговой и электрошлаковой сварке.
ГОСТ 16037–70 «Швы сварных соединений стальных трубо-проводов» регламентирует форму и размеры подготовки кромок и выполненных сварных швов стальных трубопроводов при ручной и механизированной сварке в защитных газах или под флюсом.
ГОСТ 2.312–72 «Условные изображения и обозначения швов сварных соединений» является также обязательным для применения на чертежах конструкций.
При ручной дуговой сварке такие факторы, как величина сварочного тока, скорость сварки и напряжение дуги изменяются в небольших пределах.
При механизированной сварке под флюсом глубина проплавления основного металла в определенных пределах не зависит от формы подготовки кромок и величины зазора, что объясняется высокой плотностью тока и концентрированностью теплового действия дуги при этом способе сварки.
За два прохода (по одному с каждой стороны) можно сваривать встык без разделки кромок листы d = 60 мм. Однако в этих случаях при обычном зазоре швы получаются дефектными по двум причинам:
1) количество наплавленного металла настолько велико, что внешняя часть шва оказывается чрезмерно большой и уродливой формы;
2) шов получается настолько узким, что при быстром остывании, характерном для сварки, в средней части шва возникают усадочные трещины.
Согласно ГОСТ 8713–70 без скоса кромок можно сваривать встык листы толщиной до 20 мм, при больших толщинах требуется разделка кромок. При разделке с прямолинейным скосом кромок угол разделки 25…26о, с = 2…6 мм, зазор b = 0 + 1 мм.
При толщине листов d = 60 мм скос кромок прямолинейный; для
d = 160 мм предусмотрен криволинейный скос кромок с углом разделки 25…26о, так как требуется меньший объем наплавленного металла и уменьшаются угловые деформации.
Сварка тавровых соединений без скоса кромок возможна для металла толщиной до 40 мм. В зависимости от требований к прочности соединений, связанных со сквозным проваром, предусмотрены соединения с односторонним несимметричным скосом кромок для
d = 8…30 мм и двусторонним симметричным для толщины 30…60 мм.
Форма подготовки кромок при ЭШС по ГОСТ 15164–78, показана на рис. 2.8.
|
|
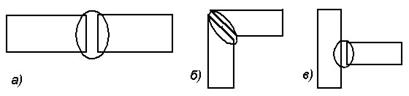
Рис.2.8. Форма подготовки кромок для ЭШС:
а – стыкового; б – углового; в – таврового соединений
В стандарте регламентированы толщины минимальные (не менее 16 мм) и наибольшие (до 800 мм), а также зазоры величиной 16…
26 мм.
ГОСТ 14771–85 обычно руководствуются при сварке проволокой диаметром от 1,6 мм и выше. Стандарт предусматривает сварку металла до d = 120 мм (в СО2) с разделкой кромок металла толщиной свыше 10 мм. При этом уменьшены углы разделки до 40о и величина притупления до 1…2 мм при зазорах в пределах 0…3 мм.
При сварке в инертных газах плавящимся электродом сохраняются те же особенности, что и при сварке неплавящимся электродом (d =
= 20 мм), но предусмотрена сварка металла толщиной до 100 мм.
Обычно выбирают такие типы разделок, при которых обеспечиваются наименьшие объем и стоимость работ по разделке кромок, объем и масса наплавленного металла, полный провар по тол-щине, плавная форма сопряжения внешней части шва и минимальные угловые деформации.
Для толстолистового металла (стали, титановые сплавы) разра-ботан метод сварки по узкому зазору (щелевой разделке), при которой свариваемые кромки не имеют скоса, а зазор имеет величину 10…
12 мм при толщине до 100…150 мм (рис. 2.9, а).
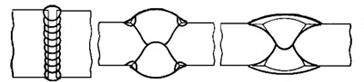
а б в
Рис. 2.9. Подготовка кромок и швы в некоторых особых случаях:
а – при сварке металла больших толщин по узкому зазору
(по так называемой «щелевой» разделке); б – при сглаживании мест
перехода металла шва в основной путем наложения «галтельных» швов;
в – при сварке высокопрочных сталей и сплавов цветных металлов сварочными материалами, которые дают металл шва менее прочный,
чем основной
С целью повышения выносливости при действии динамических нагрузок для некоторых соединений из стали и титановых сплавов плавность сопряжения металла шва с основным металлом достигается за счет оплавления мест перехода теплотой дуги, горящей между неплавящимся электродом и основным металлом, как с присадкой, так и без присадочного материала. В результате образуются галтельные валики, улучшающие внешнюю форму шва (рис. 2.9, б).
Для получения равнопрочного соединения при сварке высокопрочной стали и некоторых сплавов цветных металлов приходится дополнительно наплавлять металл и увеличивать внешнюю часть швов (рис. 2.9, в).
Качество сварных соединений и экономичность процесса сварки зависят от чистоты кромок и прилегающей к ним поверхности основного металла, точности подготовки и сборки под сварку.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 449; Нарушение авторских прав?; Мы поможем в написании вашей работы!