КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет 12. 1.сталь 14ГФ – низкоуглеродистая низколег
|
|
|
|
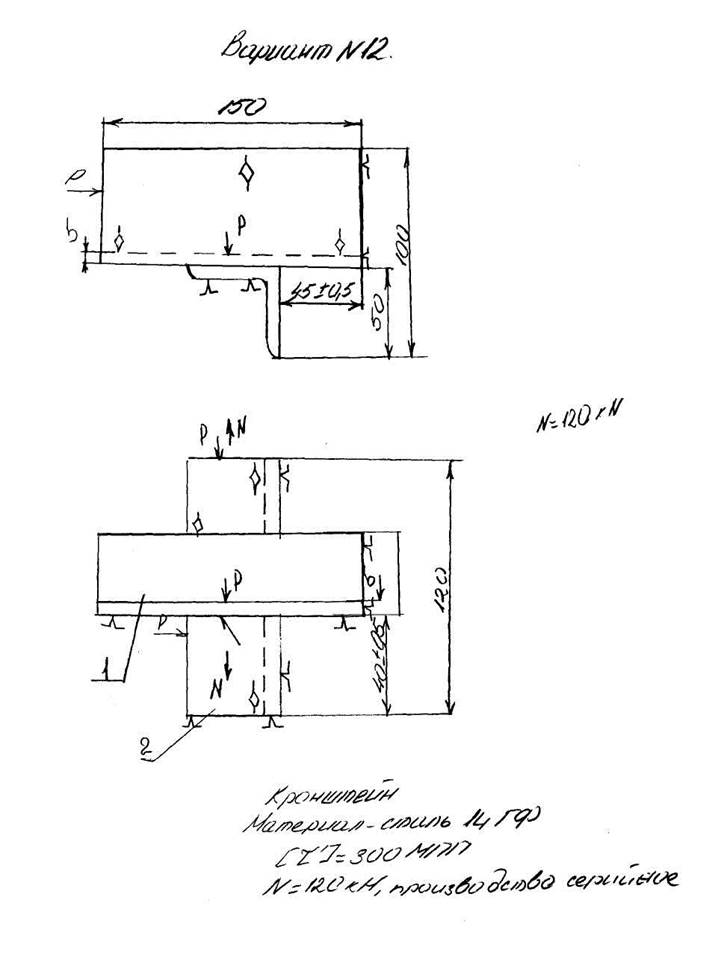
1.сталь 14ГФ – низкоуглеродистая низколег. Обладает хорошей свариваемостью и повышенными механическими свойствами, сто позволяет использовать ее в широком спектре машиностроительной и строительной отраслей. Не имеет склонности к образованию горячих и холодных трещин. Не имеет склонность к хрупкому разрушении при нормальном температурном режиме. Имеет механическую прочность на 20-30% выше, чем у нелегированных сталей с аналогичным содержанием С. Особенностей технологии сварки нет.
2.принимая в расчет серийность производства, размеры изделия и форму шва следует применить полуавтоматическую сварку в среде защитного газа СО2 и сварочная проволока Св08Г2С – сходная по химсоставу и наиболее распространенная в производстве.
3.требуемый катет сварного шва:

N-срезающее усилие, Н (120∙103); τ – предельно допустимое напряжение;
L – суммарная длина сварных швов,м (0,1)

5,7мм – получено минимальное значение катета шва, для обеспечения запаса прочности К=6мм.
Обозначение сварного шва: ГОСТ 14771 – 76 –Т1-∆7-ПУП,и нахлесточного шва:
ГОСТ 14771-76-Н1--∆5-ПУП
4. Сварочный ток: Kп – коэффициент пропорциональности, для сварки в СО2 для dэ =1,6 – (1,55)


Напряжение на дуге: U = 19 + 0,037Icd =19+0,04∙190 = 26В
Для сварки в СО2 требуется постоянный ток и жесткая характеристика, что могут обеспечить выпрямитель ВДУ-305 и подающий полуавтомат ПДГ-306.
5.нижний уголок базируется по опорной поверхности, которая определяет 3 точки, 2 точки определяет пазовый упор, 1 точка упорный палец с торца уголка. Прижатие осуществляется винтовыми прижимами.
6.резка уголков на ножницах. Сборка и сварка послойно. Контроль – визуальный.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 373; Нарушение авторских прав?; Мы поможем в написании вашей работы!