КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет 13. 1.сталь 10ХСНД – низкоуглеродистая среднелегированная сталь
|
|
|
|
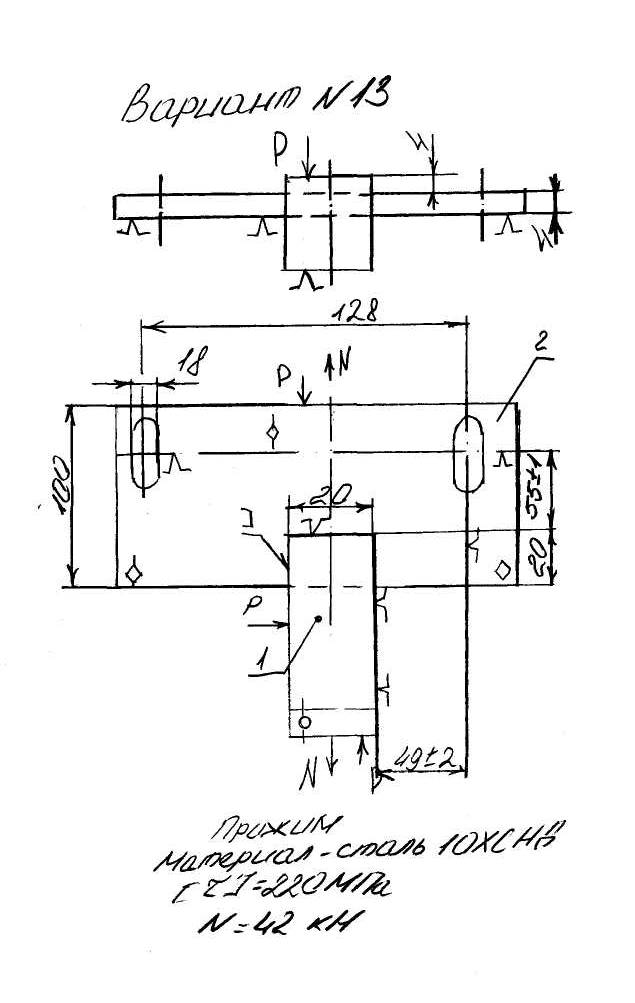
1.сталь 10ХСНД – низкоуглеродистая среднелегированная сталь. Обладает хорошей свариваемостью и повышенными механическими свойствами. Есть малая вероятность возникновения трещин в процессе сварки из-за ликвации металла шва, что можно преодолеть повышением погонной энергии дуги, способствующий перемешиванию ванны. Холодные трещины маловероятны. Соединения из этой стали к хрупкому разрушению несклонны. Сталь применяется для ответственных несущих конструкций. Основная особенность технологии сварки – необходимость выбора сварочного материала, сходного по химсоставу к основному шву.
2.исходя из формы изделия, а так же малой протяженности сварного шва и несерийности производства можно сделать выводы, что оптимальным способом сварки является ручная дуговая сварка покрытым электродом марки ЦЛ-17 типа Э58Х7М2Н
3.требуемый катет сварного шва:

N-срезающее усилие, Н (42∙103); τ – предельно допустимое напряжение,МПа (220)
L =Lл +Lфл = 40+20 =60∙10-3– суммарная длина сварных швов,м

5мм – минимальное значение катета шва, в конструкции максимально возможное 4мм – условие прочности не выполняется
4. сварочный ток: d – диаметр электрода, мм (4); I – допускаемая плотность тока,(11);

Напряжение на дуге: U = 20 + 0,04Icd =20+0,04∙140 = 26В
Для сварки стали 10ХСНД нужна падающая характеристика и прямая полярность постоянного тока, что обеспечивается выпрямителем ВД-301
5.базирование проводится на 6 точках. Для нижней пластины 3 точки дает опорная поверхность, 2 точки палец одного паза, 1 точка – палец второго паза. Для верхней пластины 2 точки – это нижняя пластина, 1 точка – это опорная поверхность, 2 точки боковой упор и 1 точка –торцовый упор. прижатие проводится эксцентрическим прижимом.
Приспособление: стол сборочный с двумя кольцами с межосевым расстоянием р-р 140мм.
6.резка лиса на гильотинных ножницах, фрезеровка пазов и гибка меньше 90°, сборка в приспособлении, сварка последовательная. Контроль визуальный.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 402; Нарушение авторских прав?; Мы поможем в написании вашей работы!