КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет 19
|
|
|
|
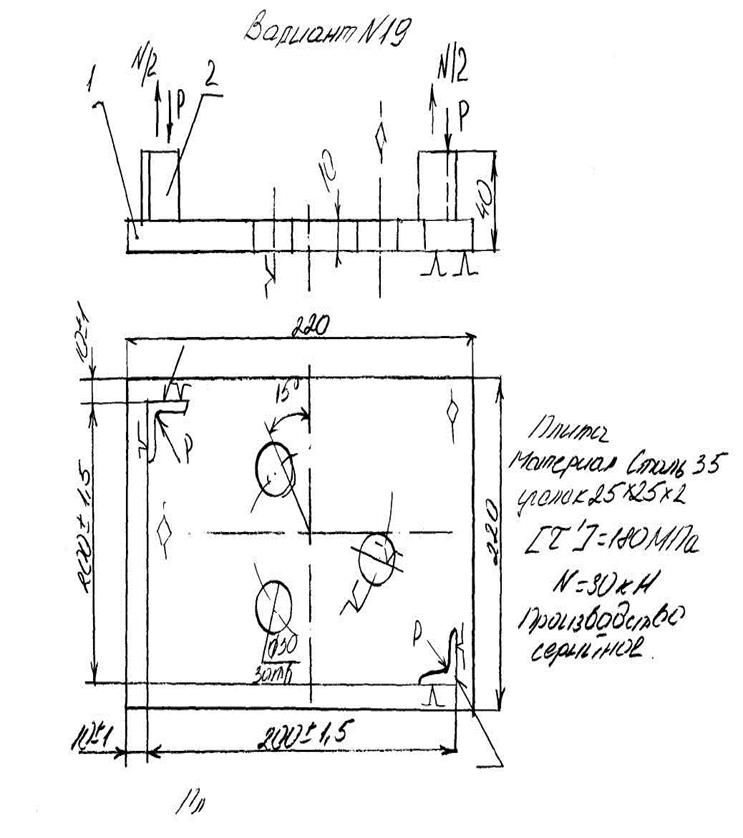
1.сталь 35 – среднеуглеродистая нелегированная сталь. Обладает удовлетворительной свариваемостью и повышенными механическими свойствами. Есть вероятность образования холодных трещин, преодолеть это можно предварительным подогревом, сваркой на мягких режимах и последующей термообработкой. В случае контактной сварки появление закалочных структур можно избежать введением термообрабатывающих импульсов тока через 1-2-с после сварочного импульса. Этот технологический прием так же дает возможность избежать хрупкого разрушения соединения в процессе эксплуатации. Используют для деталей.
2.исходя из формы изделия, а так же малой протяженности сварного шва и не серийности производства можно сделать выводы, что оптимальным способом сварки является ручная дуговая сварка покрытым электродом марки МР-3 типа 750 Л.
3.условие прочности сварного соединения::
N-усилие среза, Н (30∙103); β – коэффициент формы шва (0,7), 2 – кол-во св. швов работающих на срез, K- катет шва, м (3·10-³), L-длина одного шва, м(50·10-³)
 условия прочности исполняется с запасом
условия прочности исполняется с запасом
Обозначение соединения: ГОСТ 15264-80 –Т1- ∆3 -
4. сварочный ток: d – диаметр электрода, мм (3); j – допускаемая плотность тока,(14);

Напряжение на дуге: U = 20 + 0,04Icd =20+0,04∙100 = 24В
Для сварки стали 35 нужна падающая характеристика и мягкий режим и постоянный ток, что может обеспечить выпрямитель ВД-301
5.нижняя пластина базируется на опорной поверхности, которая дает 3 точки, 2 точки дает палец через одно отверстие и 1 точку палец через второе. Уголки базируются по пластине, которая дает 3 точки, и 2 точки дает угловой упор по углам пластины. Приспособление: вертикальный пневмоприжим и диагональная растяжка для уголков.
6.резка заготовок на комбинированных гильотинных ножницах, зачистка кромок- сборка на сборочном стенде, поэтапная сварка швов. Контроль визуальный.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 400; Нарушение авторских прав?; Мы поможем в написании вашей работы!