КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Экзаменационный билет № 20
|
|
|
|
Чем отличаются технологии изготовления отливок из сталей перлитного и аустенитого классов
Выплавка из свежей шихты: в завалку вместе с низкоуглеродистым ломом дают руду и известь. После расплавления шихты шлак частично или полностью скачивают и наводят новый. С целью обезуглероживания ванны, дегазации в нагретом металл добавляют руду и продувают кислородом. После удаления окислительного шлака проводят раскисление ФС,
алюминием, наводят восстановительный шлак, обрабатывают его углеродом и кремнием.
Метод переплава целесообразно проводить с применением газообразного кислорода. При этом шихта должна содержать не менее 60-75 % отходов, остальное углеродистые стали. В завалку дают известь (СаО). В конце плавки ванну продувают кислородом. Затем удаляют окислительный шлак и проводят рафинирование стали. Несмотря на хорошую жидкотекучесть, формы необходимо заливать сталью с большим перегревом и быстро. Увеличение температуры и скорости заливки вызвано склонностью этих сталей к пленообразованию. Наличие плен ухудшает условия заполнения полости формы и может служить причинной ухудшения качества отливки. С целью уменьшения окисления в период заливки и пригара на поверхности формы целесообразно наносить противопригарные покрытия, облицовочные смеси, проводить разливку в среде аргона, применять фильтровальные установки в ЛС.
Многие отливки подвергают различным видам ТО. Также прибегают к установке прибылей, т.к. растет усадка.
При переходе к аустенитной стали вводят элементы, расширяющие γ-область: Ni, Cu, Mn, C, N. Расширение γ-области будет происходить, если элемнт повышает точку А4 и понижает А3, при этом возможно существование γ-фазы во всем интервале концентраций. Также прибегают к установке прибылей, т.к. растет усадка. Пользуются красками для облицовки слоя формы.
|
|
|
8. Методы сфероидизирующего модифицирования, применяемые для обработки расплавов при получении чугунов с шаровидным графитом. Составы комплексных сфероидизирующих модификаторов, используемых для получения ЧШГ.(+18.3)
Обработка чугуна в жидком состоянии
1. Десульфурация (при необходим.)
2. Предсфероидизирующее (первичн.) модифицирование
3. Сфероидизирующее модифицирование
4. Послесфероидизирующее (вторичн) модифицирование
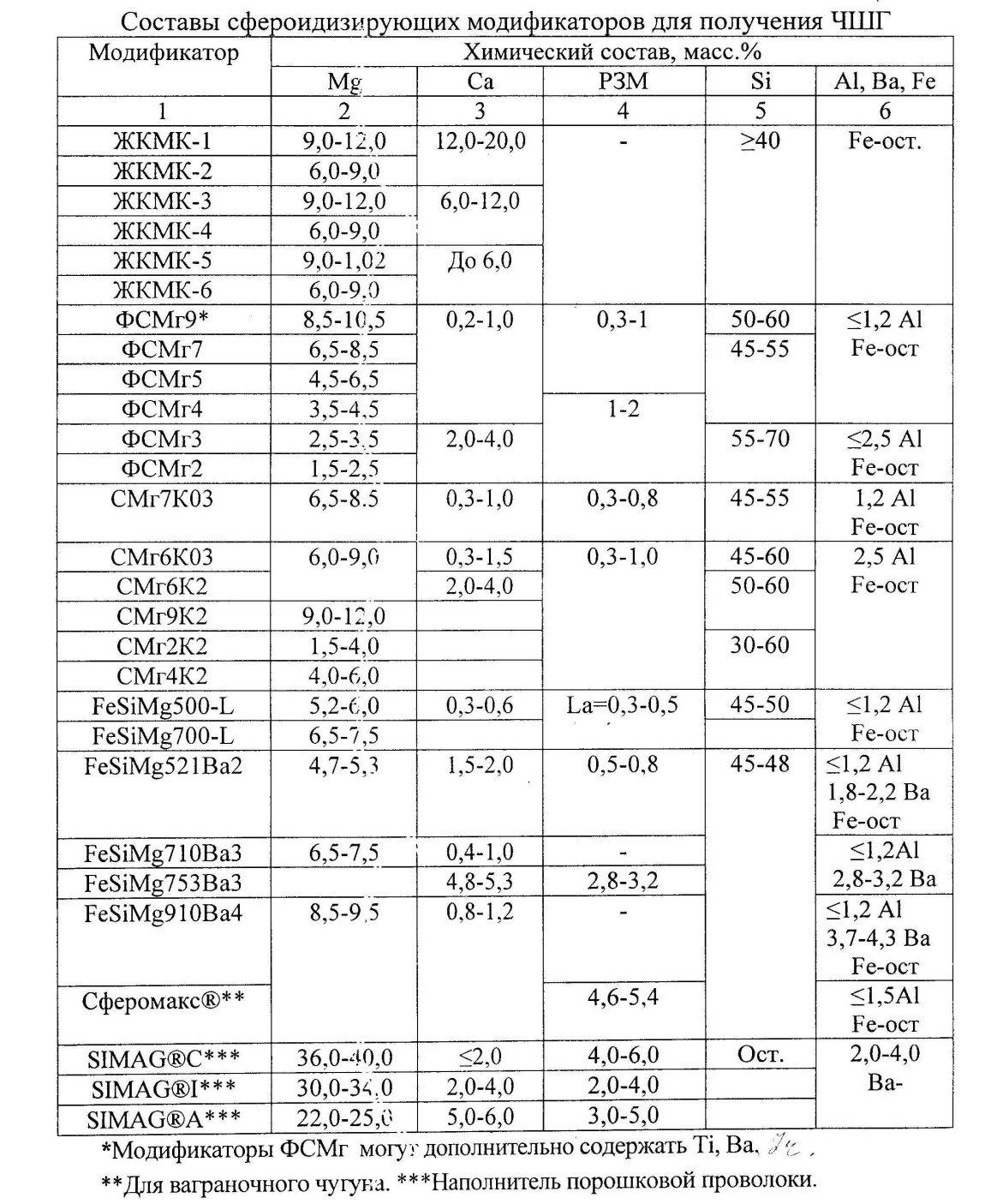
Чугун с шаровидным графитом получают модифицированием чугуна, по составу близкого к эвтектическому (СЕ = 4÷4,4 %). Для предотвращения появления в чугуне с шаровидным графитом структурно-свободных карбидов проводят вторичное модифицирование (графитизирующее модифицирование). Для этого обычно используют ферросилиций ФС75.
В связи с увеличением объема производства отливок из ВЧ особое значение приобретает уменьшение вредного воздействия на экологическую обстановку и условия труда в цехе. В связи с этим все более широкое распространение получили РЗМ-содержащие модификаторы, основным преимуществом которых является простота обработки и спокойный ввод в расплав чугуна без пироэффекта и дымовыделения. Более широкому использованию РЗМ препятствует низкая стабильность процесса получения графита заданной формы, что в значительной степени связано с недостаточной изученностью механизма воздействия РЗМ на характер эвтектического превращения при кристаллизации чугуна, определяющей в значительной мере его структуру и свойства.
4. Каковы преимущества чугуна с вермикулярным графитом по сравнению с серым чугуном с пластинчатой формой графита и чем это обусловлено?
По литейным свойствам, демпфирующей способности и теплопроводности близок к ЧПГ, а по уровню механических свойств – к отдельным маркам ЧШГ.
|
|
|
Сочетание таких свойств позволяет исполь-зовать его взамен серого чугуна для ответ-ственных деталей, особенно для деталей, работающих в условиях теплосмен при зна-чительном перепаде температур, и испыты-вающих большие термоциклические нагрузки
Чувствительность к толщине стенки в 2 раза меньше, чем у ЧШГ
Хорошая жидкотекучесть
Усадка компенсируется предусадочным расширением (1 %), т.е. можно без серьезных затрат переходить от технологии СЧ к ВЧГ
Вермикулярная форма графита обеспечивает получение свойств, которые занимают промежуточное положение между серыми и высокопрочными чугунами. ЧВГ обладает более высокой прочностью по сравнению с СЧ, что позволяет производить отливки с более тонкими сечениями. Этот факт частично объясняет почему большинство отливок, производимых в настоящее время из ЧВГ, пришло из тех отраслей, где традиционно использовался СЧ.
По сравнению с пластинчатым он более компактен, в меньшей степени проявляется его надрезывающее действие на металлическую основу. Благодаря такой форме графита чугун характеризуется высокой прочностью, пластичностью, низкой чувствительностью к изменению скорости охлаждения, хорошей обрабатываемостью, пониженной склонностью к отбелу, незначительной объемной усадкой при затвердевании и, т, д.
По способности выдерживать наиболее высокие нагрузки при наименьших деформациях и массе чугун с шаровидным графитом (ЧШГ) превосходит ковкий чугун, сталь и особенно серый чугун. Масса литых деталей из ЧШГ может быть на 10-20 % меньше по сравнению со стальными поковками и штамповками. Предел прочности при растяжении чугуна с шаровидным графитом в 2—4 раза, а удлинение в десятки раз превышает соответствующие характеристики чугуна с пластинчатым графитом. Одной из главных причин резкого повышения свойств является значительное уменьшение надрезывающего действия шаровидного графита по сравнению с пластинчатым. Применение высокопрочных чугунов позволяет уменьшить массу отливок, повысить их надежность и долговечность и тем самым сэкономить значительное количество металла
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 443; Нарушение авторских прав?; Мы поможем в написании вашей работы!