КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ответственность за технологичность изделий в равной (или почти в равной) степени последовательно несут специалисты трех категорий: схемотехники, конструкторы и технологи
|
|
|
|
Согласно ГОСТ 14.205—83 под технологичностью следует понимать совокупность свойств конструкции изделия, определяющую ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ.
Отработка конструкций РЭС на технологичность
Стандартами ЕСТПП (Единой системы технологической подготовки производства) перед разработкой технологических процессов предусмотрена обязательная отработка конструкций на технологичность.
Основная задача отработки конструкции изделия на технологичность состоит в повышении производительности труда, снижении материальных затрат и сокращении времени на проектирование, технологическую подготовку производства, изготовление, техническое обслуживание и ремонт изделия при обеспечении его высокого качества. Особую роль в обеспечении технологичности изделий играет правильный выбор организационных форм конструкторской и технологической подготовки производства, оптимальный уровень централизации и децентрализации функций управления процессами создания и освоения высокотехнологичной продукции. Кроме того, необходимо обязательное наличие разнообразия и мобильность форм построения технологических служб на уровнях отрасли, предприятий и цехов, что дает возможность их выбора для конкретных условий производства конкретных изделий.
До введения этого стандарта понятие технологичности определял ГОСТ 18831—73, формулировавший ее как совокупность свойств конструкции, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями однотипных конструкций изделий того же назначения при обеспечении установленных значений показателей качества и принятых условий изготовления, эксплуатации и ремонта.
Сопоставление современной и прежней трактовок понятия технологической конструкций выявляет прежде всего отказ от сравнения разрабатываемого варианта по соответствующим показателям с однотипной конструкцией (аналогом). Очевидно, что в процедуре установления факта обеспеченности технологичности изделия узким местом являлась необходимость такого сравнения.
В условиях быстрой сменяемости поколений РЭА за счет интеграции микроэлектронных компонентов, улучшения ее технико-технических характеристик (ТТХ) и других показателей качества, как правило, оказывалось, что аналог для сравнения, с одной стороны, найти практически невозможно, а с другой — при его наличии требовались значительные усилия для определения массива исходных данных по этому аналогу как базы для сравнения. Кроме того, еще требовалось учесть разницу в условиях изготовления аналога и новой разработки, что вызывало дополнительный дефицит информации в исходных данных для сравнения. В результате понятие технологичности приобретало излишне расширенное толкование и нередко обусловливало конъюнктурный подход со стороны конструкторов и технологов.
Однако, и вновь введенная трактовка технологичности подразумевает необходимость какого-либо конкретного уровня, по отношению к которому можно судить об оптимальности (или неоптимальности) конструкции, но зато она создает условия для создания нормативных условий по отдельным показателям, вовсе не обязательно привязанных к конкретным изделиям и иногда даже просто гипотетических, но значительно более адекватно отражающих требования научно-технического прогресса. Разработку подобных нормативных уровней (требований) целесообразно сосредоточить в руках головных организаций для обеспечения единства технической политики в вопросах создания технологичных изделий.
На практике изделие может считаться технологичным, если оно удовлетворяет следующим условиям:
§ в процессе его изготовления обеспечиваются минимально возможные затраты труда, материалов и в конечном итоге минимальная технологическая себестоимость;
§ в процессе технической подготовки производства данного изделия (конструкторской, технологической, материально-технической и планово-организационной) обеспечивается минимум затрат на его проектирование и переналадку производства на его выпуск.
Эти требования к технологичности изделия удовлетворяются:
§ при широком использовании наиболее прогрессивных технологических процессов, экономически целесообразных при планируемых объектах серийного производства;
§ обеспечении приспособленности автоматизации, включая гибкие производственные системы;
§ типизации конструкторских и технологических решений; использовании модульного принципа построения конструктивного состава;
§ экономически обоснованном ограничении числа применяемых в производстве типоразмеров материалов, деталей, сборочных единиц;
§ специализации и кооперации производства;
§ стимулировании повышения организационно-технического уровня предприятия-изготовителя на основе его технического перевооружения.
Реальный уровень технологичности конструкции всегда является компромиссом между желаемым и возможным, поэтому задача обеспечения технологичности изделия может быть решена лишь при условии максимального приближения предлагаемых конструкторско-технологических решений к нормам и принципам, действующим в серийном производстве, к наличной технической и технологической базе предприятия-изготовителя с учетом перспектив ее повышения и экономически оправданного перевооружения. Излишнее стремление к снижению трудоемкости изготовления изделия может привести к повышению расходов на содержание и амортизацию оборудования, которые перекроют полученную экономию по заработной плате и сделают в конечном счете изделие нерентабельным для производства, а значит — нетехнологичным.
Понятие технологичности конструкции нельзя рассматривать как нечто неизменное, статичное. Эта совокупность свойств конструкции меняется в зависимости от серийности изделия, парка оборудования, уровня организации производства, состояния нормирования труда на предприятии и ряда других важных факторов.
Таким образом, оптимальное сочетание принимаемых конструктивно-технологических решений (элементной базы, компоновки, базовых несущих конструкций, принципов коммутации, материалов, теплофизических решений и т. д.) с реальными условиями и перспективами производства (технической базой предприятия, типом производства конструкции, наличием квалифицированных кадров и т. д.) — это и есть основной круг задач конструкторов и технологов при решении проблемы технологичности.
Первые — за технологичность схемных решений, обеспечивающих минимальные производственные затраты на комплектующие материалы, на монтаж, настройку и регулировку изделий.
Вторые — за наиболее рациональные и в то же время наиболее дешевые в производстве конструктивные решения, третьи — за рациональную, эффективную для конкретных условий технологию изготовления.
Технологичность изделия и его элементов формируется, прежде всего, на ранних стадиях: схемного и конструктивного решения.
Отработка конструкции на технологичность ведется конструкторами и технологами на всех стадиях проектирования и изготовления изделий.
Конструктор в большинстве случаев имеет возможность разработать несколько вариантов принципиальной схемы создаваемого изделия.
Например, в счетно-решающих устройствах одну и ту же задачу можно решить, пользуясь механическим, электромеханическим или электрическим принципом.
Основным критерием при выборе принципиальной схемы нового изделия является технологичность конструкции при равноценности всех вариантов с эксплуатационной точки зрения (по выходным параметрам).
Конструкцию изделия по выбранной схеме можно оформить из нескольких простых деталей, изготовляемых точением, холодной штамповкой, прессованием или другими методами, или в виде одной сложной детали, изготовляемой литьем под давлением. Для обеспечения требования технологичности конструкций деталей и сборочных единиц нужно, ориентируясь на различные методы изготовления, наметить конструктивные варианты и выявить из них наиболее рациональные в технологическом отношении.
Согласно стандартам ЕСТПП различают два вида технологичности конструкции: производственную и эксплуатационную. Производственная технологичность конструкции проявляется в сокращении затрат средств и времени на конструктивную и технологическую подготовку производства. Эксплутационная технологичность проявляется в сокращении затрат на средства и время технического обслуживания и ремонт изделия. Оценка технологичности конструкции может быть качественной и количественной.
Качественная оценка определяет в основном достоинство составных частей конструкции (деталей, сборочных единиц) и выражает технологичность, обобщенную на основе опыта исполнителя.
Количественная оценка технологичности конструкции осуществляется с помощью системы показателей, которые используются для сравнительной оценки вариантов конструкции в процессе проектирования изделия, определения уровня технологичности разработанного изделия, накопления статистических данных и прогнозирования технического совершенствования конструкции изделия. Последовательность анализа конструкции изделия при выборе показателей технологичности представлена на рисунке 19.1.
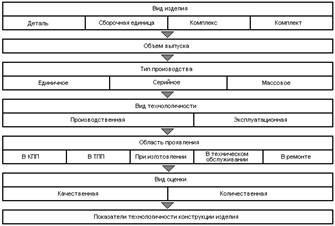
Рисунок 19. 1 Последовательность анализа конструкции изделия на технологичность
Показатели технологичности конструкции изделий в стандартах ЕСТПП классифицируются следующим образом:
§ по области проявления: производственные и эксплуатационные;
§ по количеству характеризуемых признаков технологичности: частные и комплексные;
§ по способу выражения: абсолютные, численное значение которых характеризует один
или несколько признаков технологичности конструкции изделия, и относительные, дающие
сравнительную характеристику технологичности конструкции проектируемого изделия;
§ по области анализа: технические и технико-экономические;
§ по системе оценки:
o базовые (исходные), оптимальные значения которых определяются для представителя группы изделий, обладающих общими конструктивными признаками, и приводятся в техническом задании на разработку нового изделия;
o показатели технологичности разрабатываемой конструкции, достигнутые в процессе изготовления изделия;
o показатели уровня технологичности конструкции, определяемые как отношение значений показателей технологичности разрабатываемого изделия к соответствующим значениям базовых показателей;
§ по значимости: основные и дополнительные.
Эти показатели, с одной стороны, характеризуют состояние и эффективность разрабатываемой техники и средств производства, а с другой — используются как информационная база при разработке мероприятий, обеспечивающих рост производительности труда, повышение уровня механизации и автоматизации, снижение себестоимости продукции, ее энергоемкости, материалоемкости и т. д.
К основным показателям технологичности конструкции относятся:
1) абсолютный технико-экономический показатель - трудоемкость изготовления изделия
где ТJ - трудоемкость изготовления i-й составной части изделия; п - количество составных частей изделия.
2) уровень технологичности конструкции по трудоемкости изготовления
Ку.т.=Ти/Тб.и,
где Тб.и. - базовый показатель трудоемкости.
3) технологическая себестоимость изделия
Ст = См + Сз.п. + Сп.р. ,
где См, Сз.п. , Сп.р. - соответственно, стоимость материалов, заработная плата и цеховые расходы.
4) уровень технологичности конструкции по технологической себестоимости
Ку.с = Ст/Сб.т,
где Ст - достигнутая технологическая себестоимость изделия;
Сб.т.-базовый показатель технологической себестоимости изделия.
К дополнительным показателям технологичности относятся: относительные трудоемкости заготовительных работ, ремонтов, относительные и удельные себестоимости отдельных видов работ, а также коэффициенты унификации, стандартизации, применяемости материала, точности обработки и шероховатости поверхности (технические показатели).
Рекомендуемый дополнительный технический показатель технологичности - коэффициент унификации изделия. Он характеризует преемственность проектируемой конструкции и определяется как
КУ = (ЕУ + ДУ)/(Е+Д),
где Еу = Еул. + Еу.п. + Ест - число унифицированных сборочных единиц в изделии, равное сумме заимствованных Еу-3, покупных Еу.п и стандартных Ест единиц;
Ду - число унифицированных деталей, являющихся составными частями изделия и не вошедших в Еу (стандартные крепежные детали не учитываются);
Е = Еу + Еор. - количество сборочных единиц в изделии;
Д = Ду + Дор - количество деталей, являющихся составными частями изделия;
Еор. и Дор - число оригинальных сборочных единиц и деталей в изделии.
Выражение коэффициента унификации является исходным для получения его отдельных составляющих: коэффициентов унификации сборочных единиц и деталей, стандартизации конструкции изделия и его составных частей, характеризующих преемственность конструкции.
Количество выбираемых показателей по разработанному изделию должно быть минимальным, но достаточным для оценки технологичности изделия.
На некоторых предприятиях радиотехнической промышленности количество базовых показателей технологичности конструкции выбирается в зависимости от назначения и условий применения электронных блоков, но не больше 7.
Значения всех относительных частных показателей технологичности принимаются в пределах 0<К<1, при этом рост значения показателя К соответствует более высокой технологичности изделия.
Приведенные показатели характеризуют технологичность конструкции с какой-то определенной стороны. Для оценки технологичности конструкции изделия в целом стандартом рекомендуется комплексный показатель, обобщающий группы частных показателей, который рассчитывается по формуле
где Kj - частный показатель технологичности конструкции; (р\ - весовое значение i-ro частного показателя технологичности конструкции, которое устанавливается от 0 до 1 по результатам экспертной оценки; S - количество показателей.
Для частных показателей технологичности Kj, приведенных выше, значения (р; даны в
таблице. Методика приводится стандартом, по данным которого все блоки РЭА разрабатываются условно (по номенклатуре показателей) на 4 класса:
1) электронный (логические, аналоговые, индикаторные, блоки оперативной памяти, генераторы сигналов);
2) радиотехнический (вторичные стабилизирующие источники питания);
3) электромеханический и механический (приводы, отсчётные устройства);
4) соединительные, коммутационные, распределительные
Отработка конструкции изделия и его составных частей на технологичность производится на всех стадиях разработки конструкторской документации. Основные стадии отработки конструкции изделия на технологичность приведены в нормативных документах.
На стадии «Техническое задание» по аналогам устанавливаются базовые показатели технологичности и допустимые отклонения от них.
На стадии «Техническое предложение» определяется оптимальный вариант по технологичности, и выявляются оригинальные составные части компоновки изделия, требующие применения новых технологических процессов и оснащения.
На стадии «Эскизный проект» производятся отработка конструктивных схем и компоновок с учетом используемых материалов и габаритных размеров, принятие решений о технологичности конструкции и технического обслуживания изделия.
При выполнении стадии «Технический проект» принимаются окончательные решения по обеспечению технологичности всего изделия и его составных частей.
На стадии «Разработки рабочей документации опытного образца (опытной партии)» осуществляется окончательная отработка конструкции на технологичность.
Таблица 19.1 Конструкторские показатели технологичности узлов и блоков РЭА (ОСТ 4Г0.091.219 «Узлы и блоки радиоэлектронной аппаратуры. Методика оценки и нормативы показателей технологичности конструкций»)
| Показатель | Обозначение | Формулы для расчета показателей технологичности |
| Коэффициент применяемости деталей | К п.д | К п.д=1-Д т.ор/Д т Д т.ор- число типоразмеров оригинальных деталей в блоке; Д т – общее число деталей (типоразмеров) в блоке без учета нормализованного крепежа |
| Коэффициент применяемости электрорадиоэлементов (ЭРЭ) | К п. ЭРЭ | К п. ЭРЭ = 1- Н тор.ЭРЭ/ Н т.ЭРЭ; К п. ЭРЭ = 1- Н т. ЭРЭ/ Н ЭРЭ, Н тор.ЭРЭ - число типоразмеров оригинальных ЭРЭ в блоке; Н т.ЭРЭ - общее число типоразмеров в блоке; Н ЭРЭ - общее число ЭРЭ в блоке, шт. |
| Коэффициент применяемости узлов (сборочных единиц) | К п.с | К п.с = 1- Е т.ор / Ет Е т.ор – число типоразмеров оригинальных узлов в изделии; Ет - общее число типоразмеров узлов в изделии. |
| Коэффициент повторяемости деталей и узлов | К пов.д.с | К пов.д.с = 1- (Д т + Е т )/(Д + Е) Д - общее число деталей (без нормализованного крепежа) в изделии, шт.; Е - общее число узлов в изделии, шт |
| Коэффициент повторяемости ЭРЭ | К пов. ЭРЭ | К пов. ЭРЭ = 1- Н т.ЭРЭ / Н ЭРЭ Н ЭРЭ - общее число ЭРЭ, шт. |
| Коэффициент повторяемости микросхем и микросборок | К пов. мс | К пов. мс = 1- Н т.мс / Н мс Н т.мс – число типоразмеров корпусов микросхем и микросборок в изделии; Н мс - общее число микросхем и микросборок в изделии, шт. |
| Коэффициент повторяемости печатных плат (ПП) | К пов. ПП | К пов. ПП = 1- Н т.п.п / Н п.п Н т.п.п – число типоразмеров печатных плат в изделии, в том числе многослойных без учета числа слоев (типоразмер печатной платы определяется габаритными размерами и материалами, используемыми в конструкции, без учета различий в рисунке проводников); Н п.п - общее число печатных плат в изделии, шт. |
| Коэффициент повторяемости материалов | К пов. м | К пов. м = 1- Н м.м / Д т.ор Н м.м - число микросортаментов материалов, применяемых в изделии. Под микросортаментом понимается определенное сочетание марки материала и его сечения или профиля, применяемого в качестве заготовки, например сплав Д16Т в виде листа толщиной 2 мм. |
| Коэффициент использования микросхем и микросборок | К исп. мс | К исп. мс = Н мс / (Н мс + Н ЭРЭ ) |
| Коэффициент установочных размеров (шагов) ЭРЭ | К у.р | К у.р = 1- Н у.р / Н ЭРЭ Н у.р - число установочных размеров ЭРЭ в изделии. |
| Коэффициент сложности печатных плат | К с.п.п | К с.п.п = 1- Н м.п.п / Н п.п Н м.п.п - общее число многослойных печатных плат, шт |
| Коэффициент освоенности деталей | К осв | К осв = 1- Д ор / Д Д ор - общее число оригинальных деталей в изделии, шт. |
| Коэффициент сложности сборки | К с.сб | К с.сб = 1- Е т.сл / Е т Е т.сл - число типоразмеров узлов, входящих в изделие и требующих регулировки в составе изделия с применением специальных устройств, пригонки или совместной обработки споследующей разборкой и повторной сборкой. |
| Коэффициент сборности | К сб | К сб = Е /(Е + Д) |
| Коэффициент точности обработки | К тч | К тч = 1- Д тч / Д Д тч - число деталей (шт.), имеющих размеры с допусками по 10 квалитету и выше. |
Таблица 19.2 Технологические показатели технологичности узлов и блоков РЭА (ОСТ 4Г0.091.219 «Узлы и блоки радиоэлектронной аппаратуры. Методика оценки и нормативы показателей технологичности конструкций»)
| Показатель | Обозначение | Формулы для расчета показателей технологичности |
| Коэффициент автоматизации и механизации подготовки ЭРЭ к монтажу | К м.п. ЭРЭ | К м.п. ЭРЭ = Н м.п ЭРЭ / Н ЭРЭ Н м.п ЭРЭ - число ЭРЭ, шт., подготовка которых к монтажу может осуществляться механизированным или автоматизированным способом, т. е. имеются оборудование и оснастка для выполнения этих операций. В число таких ЭРЭ включаются и те, которые не требуют специальной подготовки к монтажу (реле, разъемы, патроны и т. п.). |
| Коэффициент автоматизации и механизации монтажа изделия | К а.м | К а.м = Н а.м / Н м Н а.м – число монтажных соединений, осуществляемых механизированным или автоматизированным способом; Н м - общее число монтажных соединений. |
| Коэффициент автоматизации и механизации операций контроля и настройки | К м.к.н | К м.к.н = Н м.к.н / Н к.н Н м.к.н - число операций контроля и настройки, осуществляемых автоматизированным или механизированным способом. В число таких операций включаются и те, которые не требуют использования средств механизации; Н к.н - общее число операций контроля и настройки. |
| Коэффициент применения типовых технологических процессов | К т.п | К т.п = Н т.п / Н п Н т.п – число наименований типовых технологических процессов всех уровней (отраслевых, главных управлений, предприятий), применяемых для изготовления изделий; Н п - общее число наименований технологических процессов, применяемых для изготовления изделий (в том числе оригинальных). |
| Коэффициент прогрессивности формообразования деталей | К ф | К ф = Д пр / Д Д пр - число деталей, шт., которые или заготовки которых получены прогрессивными методами формообразования (штамповкой, прессованием, порошковой металлургией, литьем по выплавляемым моделям, под давлением и в кокиль, пайкой, сваркой, склеиванием, из профилированного материала). |
| Коэффициент сложности обработки | К с.обр | К с.обр = 1- Д м / Д Д м - число деталей, шт. (включая заимствованные и стандартные), требующих обработки снятием стружки. |
| Коэффициент использования материалов | К и.м | К и.м = М/ М м М – масса изделия без учета комплектующих, кг; М м - масса материала израсходованного на изготовление изделия, кг. |
| Комплексный показатель технологичности изделия | К |  Ki— значение показателя по таблице базовых показателей соответствующего класса блоков; i - порядковый номер показателя; s - общее число показателей; φi – значимость показателя, φi = i / 2 i – 1
Ki— значение показателя по таблице базовых показателей соответствующего класса блоков; i - порядковый номер показателя; s - общее число показателей; φi – значимость показателя, φi = i / 2 i – 1
|
Таблица 19.3 Состав базовых показателей технологичности (рекомендации по составу показателей для различных блоков радиоэлектронных приборов с оценкой значимости каждого показателя φi в комплексном показателе технологичности)
| Область использования | Порядковый номер в ранжированной последовательности | Показатель технологичности | Обозначение | φi | Эскизный проект | Технический проект | Рабочая документация | ||
| опытного образца | установочной серии | серийного производства | |||||||
| Электронные блоки | Коэффициент использования микросхем и микросборок в блоке | Ки.мс | 1,000 | п | п | о | о | о | |
| Коэффициент автоматизации и механизации монтажа | Ка.м | 1,000 | н | п | о | о | о | ||
| Коэффициент механизации подготовки ЭРЭ | Км. п ЭРЭ | 0,750 | п | о | о | о | о | ||
| Коэффициент механизации контроля и настройки | Км.к.н | 0,500 | н | п | о | о | о | ||
| Коэффициент повторяемости ЭРЭ | Кпов.ЭРЭ | 0,310 | п | п | о | о | о | ||
| Коэффициент применяемости ЭРЭ | Кп.ЭРЭ | 0,187 | п | п | о | о | о | ||
| Коэффициент прогрессивности формообразования деталей | Кф | 0,110 | н | н | о | о | о | ||
| Радиотехнические блоки | Коэффициент механизации подготовки ЭРЭ к монтажу | Км. п ЭРЭ | 1,000 | п | п | о | о | о | |
| Коэффициент автоматизации и механизации монтажа изделия | Ка.м | 1,000 | н | п | о | о | о | ||
| Коэффициент сложности сборки | Кс.сб | 0,750 | н | п | о | о | о | ||
| Коэффициент механизации контроля и настройки | Км.к.н | 0,500 | н | н | п | о | о | ||
| Коэффициент прогрессивности формообразования де талей | Кф | 0,310 | н | н | п | о | о | ||
| Коэффициент повторяемости ЭРЭ | Кпов.ЭРЭ | 0,187 | н | н | о | о | о | ||
| Коэффициент точности обработки | Ктч | 0,110 | н | н | о | о | |||
| Электромеханические блоки и механические блоки | Коэффициент точности обработки | Ктч | 1,000 | н | н | о | о | о | |
| Коэффициент прогрессивности формообразования деталей | Кф | 1,000 | н | н | п | о | о | ||
| Коэффициент сложности обработки | Кс.о | 0,750 | н | п | о | о | о | ||
| Коэффициент повторяемости деталей и сборочных единиц | Кпов.дс | 0,500 | н | п | о | н | н | ||
| Коэффициент сборности | Ксб | 0,310 | н | п | о | н | о | ||
| Коэффициент сложности сборки | Кс.сб | 0,187 | н | п | о | о | о | ||
| Коэффициент использования материалов | Ки.м | 0,110 | н | н | п | о | о | ||
| Соединительные коммутационные и распредели тельные блоки | Коэффициент повторяемости материалов | Кпов.м | 1,000 | н | н | п | о | о | |
| Коэффициент сложности сборки | Кс.сб | 1,000 | н | п | о | о | о | ||
| Коэффициент точности обраотки | Ктч | 0,750 | н | н | п | о | о | ||
| Коэффициент прогрессивности формообразования деталей | Кф | 0,500 | н | п | п | о | о | ||
| Коэффициент использования материалов | Ки.м | 0,310 | н | п | п | о | о |
Примечани. Приняты следующие обозначения показателей: О - определяется; П - приближенно определяется; Н - не определяется.
Таблица 19.4 Нормативы комплексных показателей технологичности конструкций блоков радиолокационных станций (ОСТ 4Г0.091.219 «Узлы и блоки радиоэлектронной аппаратуры. Методика оценки и нормативы показателей технологичности конструкций»)
| Класс блоков | Стадии разработки рабочей документации | ||
| Опытный образец | Установочная серия | Установившееся серийное производство | |
| Электронные | 0,30—0,60 | 0,40—0,70 | 0,50—0,75 |
| Электромеханические | 0,20—0,50 | 0,40—0,60 | 0,45—0,65 |
| Механические | 0,10—0,30 | 0,25—0,35 | 0,30—0,40 |
| Радиотехнические | 0,20—0,50 | 0,25—0,55 | 0,30—0,60 |
| Соединительные, коммутационные, распределительные | 0,20—0,60 | 0,25—0,65 | 0,30—0,70 |
Таблица 19.5 Нормативы комплексных показателей технологичности конструкций блоков автоматизированных систем управления и электронно-вычислительной техники (ОСТ 4Г0.091.219 «Узлы и блоки радиоэлектронной аппаратуры. Методика оценки и нормативы показателей технологичности конструкций»)
| Класс блоков | Стадии разработки рабочей документации | ||
| Опытный образец | Установочная серия | Установившееся серийное производство | |
| Электронные | 0,40—0,70 | 0,45—0,75 | 0,50—0,80 |
| Электромеханические и механические | 0,30—0,50 | 0,40—0,55 | 0,45—0,60 |
| Радиотехнические | 0,40—0,60 | 0,75—0,80 | 0,80—0,85 |
| Соединительные, коммутационные, распределительные | 0,35—0,55 | 0,50—0,70 | 0,55—0,75 |
|
|
|
|
|
Дата добавления: 2015-03-29; Просмотров: 962; Нарушение авторских прав?; Мы поможем в написании вашей работы!