КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Порядок и методика выполнения исследования по определению качества сварного соединения
|
|
|
|
1 Получить у преподавателя сварное соединение.
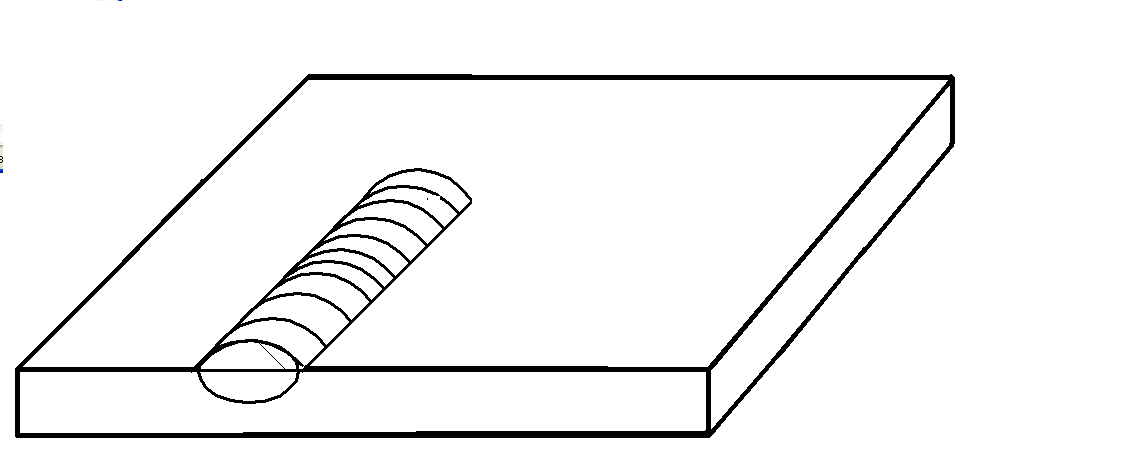
2 Внешним осмотром с помощью квалификационной таблицы 1 определить тип сварного соединения и виды дефектов (подрезы, наплавы, непровары, прожоги, трещины, кратеры, газовые поры, шлаковые включения, раковины и др.).
3 Описать вид дефекта, дать его схему и описание, указать причины его образования и способы его предупреждения и устранения. Результаты исследования сварного соединения занести в таблицу 2 и сделать вывод.
Таблица 1 - Основные виды дефектов при сварке
| Вид дефекта | Описание дефекта | Схема дефекта | Причины образования дефекта | Способы предупреждения или устранения дефекта | ||
| Подрезы | 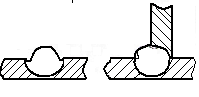
| Углубления в местах перехода основного металла и сварочного шва. | Повышенная сила сварочного тока. Увеличенная длина дуги. Неправильный наклон электрода. | Соблюдать технологию сварки. Заплавить дефект | ||
| Наплывы | 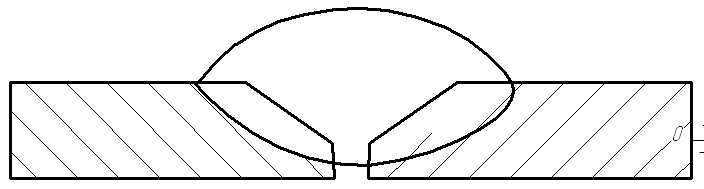
| 
| Натекание жидкого металла электрода на нерасплавленную поверхность детали. | Слишком быстрое плавление электрода. Завышенная мощность сварочного пламени. Малая скорость сварки. | Правильно выбрать режим сварки. Наплавы срубить зубилом. | |
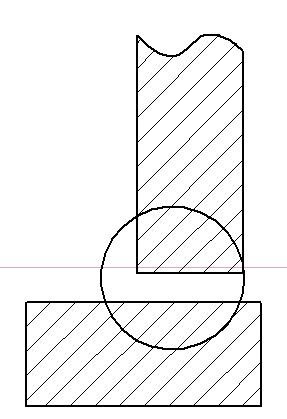
| Непровары | 
| 
| Несплавление между валиками, а также шва с основным металлом по всему сечению | Плохая подготовка кромок. Недостаточная мощность пламени. Малый сварочный ток. Большая скорость сварки. | Соблюдать технологию и режим сварки. Вырубить дефект и повторно заварить. | |
Продолжение таблицы 1
| Прожоги | 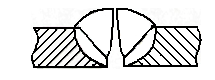
| Нарушение целостности сварного шва по глубине | Большой сварочный ток. Неравномерная скорость сварки | Соблюдать режим сварки. Зазор заплавить. |
| Трещины | 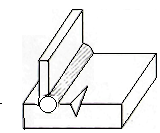
| Нарушение целостности металла в околошовной зоне и в сварном шве. | Завышенные остаточные напряжения. Жесткое закрепление деталей. Появление хрупких закалочных структур металла. | Предварительно подогреть детали. Медленно охлаждать после сварки. |
| Кратеры |
| Незаплавленное углубление в конце сварного шва. | Неправильный угол наклона электрода. Преждевременно закончена сварка. | Соблюдать технологию сварки. Заплавить углубление. |
| Газовые поры, шлаковые включения, раковины |
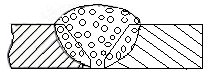
| Пустоты мелкие и неметаллические включения по всему сечению шва. Пустоты единичные. | Металл пересыщен газами. Наличие влаги, ржавчины. Плохая защита сварочной ванны от воздуха. | Прокаливать электроды. Правильно готовить кромки изделий под сварку. Варить под слоем флюса или качественными электродами. Вырубить и варить повторно. |
| Вид соединения | Вид дефекта | Схема дефекта | Описание дефекта | Причины появления дефекта | Способ предупреждения или устранения дефекта |
Таблица 1. Результаты исследований качества сварного соединения
6 Содержание отчёта
В отчёте необходимо указать тему лабораторной работы, ее цель, а также оборудование рабочего места. Дать описание причин, приводящих к нарушению качества сварочных соединений и шов. Привести этапы комплекса мероприятий по контролю качества сварки (предварительный контроль, текущий контроль, окончательный контроль). Описать методы и приборы для контроля качества сварных соединений. Привести результаты исследований качества сварного соединения. Сделать выводы по выполненной работе.
|
|
|
|
|
Дата добавления: 2015-05-26; Просмотров: 484; Нарушение авторских прав?; Мы поможем в написании вашей работы!