КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Системы автоматизации в машиностроении
|
|
|
|
Качество микросхем
(входной контроль 10–12 % микросхем – 1990 год, Томское объединение «Контур»)
| Место изготовления | Проверено | Отбраковано |
| Баку | 178 тыс. | 73,5 тыс. |
| Тбилиси | 504 тыс. | 115 тыс. |
Контрольные вопросы
1. В каких случаях автоматизация неэффективна в социально-экономическом плане?
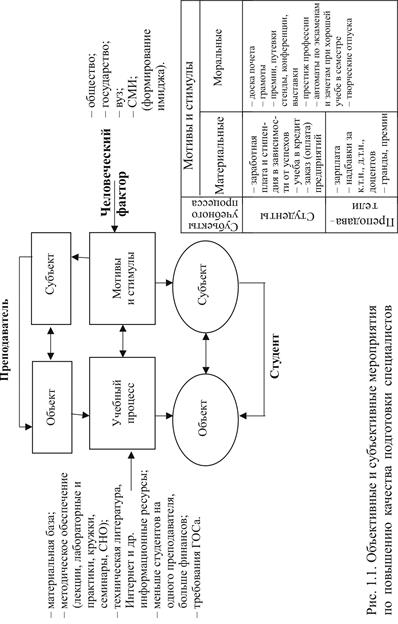
2. Оцените и дополните на рис. 1.1 систему мер по повышению качества подготовки специалистов в ПГТУ, учитывая человеческий фактор.
3. Предложите основные разделы бизнес-плана для планируемой покупки и использования в цехе металлообработки токарного станка с системой ЧПУ.
4. Какие факторы являются определяющими для повышения качества и надежности выпускаемой продукции?
2. Автоматизация в машиностроении,
системы ЧПУ
Краткая классификация производственных систем следующая:
¨ производственная система – это сложная многоуровневая (иерархическая) система, которая преобразует исходные полуфабрикаты, сырье, материалы в конечный продукт, соответствующий общественному заказу;
¨ в более широком смысле: производство – это соединение ресурсов (сырья, капитала, труда и предпринимательской способности) для производства товаров и услуг;
¨ основа любого производства – технологический процесс (ТП) – определенное взаимодействие орудий труда, обслуживающей и транспортной систем;
¨ непрерывные ТП: химическая, нефтегазодобывающая и перерабатывающая, энергетика;
¨ дискретные ТП: машиностроение, раскрой материалов;
¨ непрерывно-дискретные ТП: металлургия, цементная, машиностроение и др.
За базу ТП и соответствующих систем автоматизации примем машиностроение. Именно машиностроение (процессы обработки металлов) наряду с ткацкой промышленностью первыми потребовали автоматизации. Машиностроение широко развито в Прикамье. Учтем, что системы автоматизации в различных отраслях
выполняются на единой технологической базе, по одинаковым
принципам.
|
|
|
Анализ технологических процессов в машиностроении показывает, что в общем цикле организации производства детали станочное время занимает в среднем не более 5 % (остальное – подготовка производства, транспортирование, пролеживание и т.д.). В ста-
ночном времени время обработки составляет только около 30 %
(остальное время позиционирование, загрузка, измерение, холостое время и др.).
Усилия, направленные на интенсификацию механической обработки, оказывают влияние лишь на небольшую часть в общем балансе цикла получения готового изделия. Тот же анализ показывает, что сокращение непроизводственных потерь времени возможно лишь на основе интеграции производства, которая позволяет, в принципе, довести станочное время в общем цикле изготовления до 90 %, машинное время в рамках станочного также до 90 %. При этом имеется в виду также интеграция производства, которая допускала бы непрерывную трехсменную эксплуатацию оборудования, в том числе и малолюдную ночную смену.
На рис. 2.1 показан баланс времени использования производственного оборудования, откуда следует, что наиболее мощным резервом повышения коэффициента использования оборудования является трехсменная работа.
Практика показала, что в принципе правильная идея – связать интеграцию с безлюдной технологией – достаточно трудноосуществима, поскольку требует решения целого комплекса сложных проблем. В числе этих проблем – резкое повышение надежности оборудования и систем управления на основе МП-х систем.
Объекты автоматизации в машиностроении:
¨ станки: токарные, фрезерные, сверлильно-расточные, шлифовальные, многоцелевые (обрабатывающий центр), зубообрабатывающие, электроэрозионные и др.;
|
|
|
¨ периферия станков: роботы, накопители палет, блоки инструментальных магазинов и др.;
¨ транспортные системы: робокары, конвейеры и др.
¨ накопительные системы: автоматизированные склады с кранами-штабелерами, станции комплектации и др.;
¨ вспомогательные системы: контрольно-измерительные машины, станции мойки-сушки и т.д.
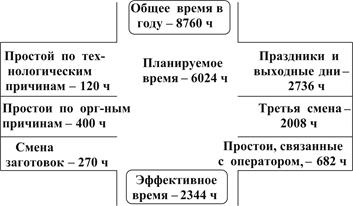
Рис. 2.1. Баланс времени использования производственного
оборудования
Множество отдельных микропроцессорных систем автоматизации должны быть объединены в единую – локальную вычислительную сеть. C позиций производительности и гибкости системы автоматизации в машиностроении можно классифицировать по уровню гибкости и производительности (рис. 2.2).
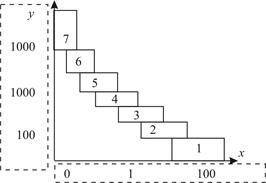
Рис. 2.2. Классификация системы автоматизации в машиностроении:
x – закрепленная за оборудованием номенклатура деталей (число партий);
y – число деталей в партии; 1 – универсальные станки с ручным
управлением; 2 – станки с ЧПУ; 3 – многооперационные станки;
4 – гибкие производственные модули (ГПМ); 5 – гибкие производственные участки (ГПУ); 6 – гибкие линии, цехи; 7 – автоматические линии
Таблица 2.1
Производство станков в основных странах-производителях
| Страна- производитель | Станки | Станки с ЧПУ/ %-ная стоимость от всех станков | Роботы | |||||
| СЭВ | – | – | – | |||||
| СССР | 1,6/5,2 % | 8,9/24 % | 21,0/47 % | |||||
| Китай | – | – | – | |||||
| США | 1,9/19 % | 8,9/34 % | 5,0/44 % | 27,1 | 9,4 | |||
| Япония | 1,5/7,8 % | 22,1/50 % | 35,3/70 % | 116,0 | 46,8 | |||
| ФРГ | 0,8/8,3 % | 4,7/28 % | 14/65 % | 12,4 | 4,8 |
Необходимо иметь в виду, что количество станков в машиностроении в 1,5 раза больше числа станочников. Однако потребность в станках с ЧПУ на 1990 год была не удовлетворена (табл. 2.1).
|
|
|
|
|
Дата добавления: 2015-05-29; Просмотров: 1969; Нарушение авторских прав?; Мы поможем в написании вашей работы!