КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способ изготовления полых изделий из термопластов
|
|
|
|
(57) Использование: изготовление полых изделий методом раздува из термопластов Сущность изобретения: раздув заготовки ведут с начальной скоростью ее деформирования больше критической. Начальную скорость деформирования заготовки обеспечивают путем подачи на раздув сжатого газа с абсолютным давлением, значение которого определяется математической зависимостью, включающей абсолютное давление газа в полости заготовки до начала ее раздува, начальный объем полости заготовки, объемный расход сжатого газа, подаваемого на раздув заготовки, показатель адиабаты газа, подаваемого на раздув заготовки, критическая скорость деформирования заготовки. 6 з.п. ф-лы, 1 ил.
3 2024405 4
Сущность предлагаемого способа заключается в следующем.

Свойство же термоусаживаемости обусловлено наличием только обратимых высокоэластических деформаций, которые, будучи зафиксированы в деформируемом материале путем его охлаждения, могут быть реализованы при последующем нагревании материала и при этом будут приводить к изменению размеров образца, который подобно растянутой резине, будет стремиться сократить свои размеры.
Количественный показатель, по которому оценивают термоусаживаемость изделий, носит название степени обратимости деформации SОД и рассчитывается как отношение обратимой ε е и общей ε деформации, определенных в мере Генки, развившихся в изделии в процессе его формования, т. е.
где  - характерный размер отформованного изделия;
- характерный размер отформованного изделия;
 - характерный размер изделии после термоусадки;
- характерный размер изделии после термоусадки;
 - характерный размер заготовки из которой получено изделие.
- характерный размер заготовки из которой получено изделие.
В существующих способах получения термоусаживаемых изделий, полимерный материал подвергается радиационному облучению. Это делается с целью создания сетчатой ("сшитой") структуры в материале, т. е. соединения макромолекул между собой. Наличие поперечных связей между макромолекулами препятствует их взаимному смещению, что делает невозможным развитие необратимых деформаций течения.
При деформировании такого материала будут развиваться только высокоэластиче-ские, обратимые деформации, которые, как указано выше, могут быть зафиксированы путем охлаждения. Это и придает изделиям свойство термоусаживаемости, которое может быть реализовано в дальнейшем при нагревании таких изделий.
Из изложенного следует, что для получения термоусаживаемых изделий необходимо, чтобы в процессе деформирования развивались практически только обратимые высокоэластические деформации при отсутствии необратимых деформаций течения. В существующих способах, как указано выше, термоусаживаемость достигается за счет создания сетчатой структуры материала путем его радиационного облучения. Однако обеспечение развития практически только обратимых деформаций в процессе деформирования (формования) полимерного ма-
2024405 6
(1)
 - высокоэластическая деформация в мере Генки;
- высокоэластическая деформация в мере Генки;
 - безразмерное время;
- безразмерное время;
 - время;
- время;
 - время релаксации полимера в ньютоновской области его течения;
- время релаксации полимера в ньютоновской области его течения;
 - безразмерная скорость деформации;
- безразмерная скорость деформации;
 - скорость деформации;
- скорость деформации; - безразмерный параметр, характеризующий гибкость макромолекул полимера, определяемый экспериментально [5]
- безразмерный параметр, характеризующий гибкость макромолекул полимера, определяемый экспериментально [5]

Скорость деформирования заготовки Е определяется из решения задачи о деформировании трубчатой заготовки избыточным давлением газа, поступающего в ее полость: рассматриваемая квазиравновесное состояние раздуваемой заготовки и исходя из условия адиабатного расширения газа, поступающего с критической скоростью в полость деформируемой трубчатой заготовки, с учетом первого закона термодинамики, находится искомая зависимость скорости деформирования заготовки от времени:
 ,
,
где  - безразмерная скорость деформирования заготовки в начальный момент
- безразмерная скорость деформирования заготовки в начальный момент  ;
;
 - скорость деформирования заготовки в начальный момент времени , т. е. начальная скорость деформирования;
- скорость деформирования заготовки в начальный момент времени , т. е. начальная скорость деформирования;
 - абсолютное давление сжатого газа, подаваемого на раздув заготовки;
- абсолютное давление сжатого газа, подаваемого на раздув заготовки;
 - абсолютное давление газа в полости заготовки до начала ее раздува;
- абсолютное давление газа в полости заготовки до начала ее раздува;
 - объемный расход ежзтого газа, подаваемого на раздув заготовки;
- объемный расход ежзтого газа, подаваемого на раздув заготовки;
 - начальный обьем полости заготовки;
- начальный обьем полости заготовки;
 - показатель адиабаты газа, подаваемого на раздув заготовки.
- показатель адиабаты газа, подаваемого на раздув заготовки.
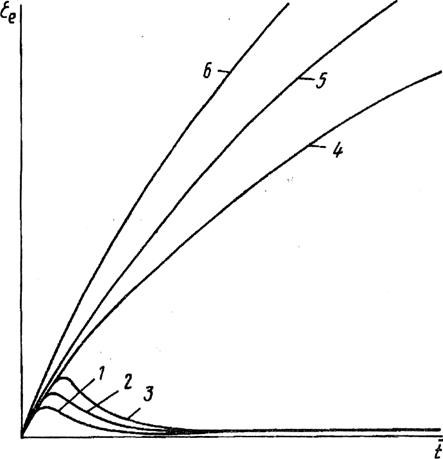
Анализ решения уравнения (1) показывает, что при раздувании заготовок в полые изделия возможны только два принципиально различающихся варианта развития обратимых деформаций, обусловленных различным соотношением скоростей процессов ориентации и дезориентации макро-молекул полимера: в первом случае обратимые деформации сначала немного нарастают, а затем уменьшаются практически до нулевого уровня (кривые 1, 2, 3 на чертеже). Во втором же случае уровень обратимых деформаций непрерывно увеличивается и близок к уровню общей деформации заготовки (кривые 4, 5, 6 на чертеже).
Анализ уравнения (1), а также его решений позволяет установить, что реализация того или иного варианта развития обратимых деформаций при фиксированных значениях и  зависит от величины начальной скорости деформации заготовки
зависит от величины начальной скорости деформации заготовки  при этом второй вариант развития высокоэлэстических деформаций возможен при том ус-
при этом второй вариант развития высокоэлэстических деформаций возможен при том ус-
7 2024405 8
 больше некоторой критической скорости ее деформирования , значение которой определяется условием непрерывного нарастания высокоэластических деформаций в заготовке в процессе ее раздувания в изделие при минимально возможной начальной скорости ее деформирования и легко находится из уравнения (1), как совокупность только таких его решений, которые отвечают выше сформулированному условию, имеющему следующий формализованный вид:
больше некоторой критической скорости ее деформирования , значение которой определяется условием непрерывного нарастания высокоэластических деформаций в заготовке в процессе ее раздувания в изделие при минимально возможной начальной скорости ее деформирования и легко находится из уравнения (1), как совокупность только таких его решений, которые отвечают выше сформулированному условию, имеющему следующий формализованный вид:





выше критической, т. е.
 (2)
(2)
 в зависимости от свойств перерабатываемого материала и
в зависимости от свойств перерабатываемого материала и  можно обеспечить любым из следующих техноло-
можно обеспечить любым из следующих техноло-

гических параметров процесса  ,
,  ,
,  ,
,  ,
,  , и
, и  определяемых, согласно соотношению (2), следующим образом:
определяемых, согласно соотношению (2), следующим образом:
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
На фиг. 1 представлены качественные зависимости развития высокоэластической деформации  от безразмерного времени
от безразмерного времени  при различных начальных скоростях деформирования заготовки
при различных начальных скоростях деформирования заготовки  : кривые 1, 2, 3 (
: кривые 1, 2, 3 ( ) не соответствуют условию (2); кривые 4, 5, 6 (
) не соответствуют условию (2); кривые 4, 5, 6 ( ) соответствуют условию (2).
) соответствуют условию (2).
Способ изготовления полых изделий из термопластов осуществляется следующим образом.
Ф о р м у л а и з о б р е т е н и я
1. СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ, включающий раздувание помещенной в форму трубчатой заготовки, находящейся в состоянии расплава, с последующим охлаждением в форме полученного изделия, отличающийся тем, что, с целью расширения сферы использования полых изделий путем придания
9 2024405 10
2. способ по п.1, отличающийся тем, что начальную скорость деформирования заготовки обеспечивают путем подачи на раздув сжатого газа с абсолютным давлением
 - абсолютное давление газа в полости заготовки до начала ее раздува;
- абсолютное давление газа в полости заготовки до начала ее раздува;
 - начальный объем полости заготовки;
- начальный объем полости заготовки;
- объемный расход сжатого газа, подаваемого на раздув заготовки;
- показатель адиабаты газа, подаваемого на раздув загатовки;
 - критическая скорость деформирования заготовки;
- критическая скорость деформирования заготовки;
 - время релаксации перерабатываемого полимера в ньютоновской области его течения при температуре переработки;
- время релаксации перерабатываемого полимера в ньютоновской области его течения при температуре переработки;
 - безразмерный параметр, характеризующий гибкость макромолекул перерабатываемого полимера;
- безразмерный параметр, характеризующий гибкость макромолекул перерабатываемого полимера;
а = 0,94;
a1 = 1,51;
с = 1,15;
e = 0,36;
b = 0,5;
b1 = 1,94;
d = 2,51;
e1 = 0,13.
4. Способ по п.1. отличающийся тем, что начальную скорость деформирования заготовки обеспечивают путем раздува заготовки с начальным объемом ее полости
5. Способ по п.1, отличающийся тем, что начальную скорость деформирования заготовки обеспечивают путем создания абсолютного давления в полости заготовки до начала ее раздува
6. Способ по п.1, отличающийся тем, что начальную скорость деформирования заготовки обеспечивают путем подачи на раздув сжатого газа и с показателем адиабаты
7. Способ по п.1, отличающийся тем, что начальную скорость деформирования заготовки обеспечивают путем раздува заготовки, время релаксации материала которой в ньютоновской области его течения при температуре переработки
|
Редактор Т.Никольская
Составитель Ф.Волков Техред М.Моргентал
Корректор Н.Милюкова

Заказ 984

Тираж Подписное
НПО "Поиск" Роспатента
113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
12. Библиографический список литературы:
1. Патентный закон Российской Федерации от 1992 г.(с последними редакциями)
2. Федеральный закон «О товарных знаках, знаках обслуживания и наименованиях мест происхождения товаров». – СПб.: Питер, 2003.
3. Бромберг Г.В. Основы патентного дела: Уч. пос. – М.: Экзамен, 2003.
4. Муштаев В.И., Мандрыка Е.А. Основы инженерного творчества и технологии интеллектуальной деятельности: Уч. пос. – М.: МГУИЭ, 2003.
5. Нормативные документы Российской Федерации в области промышленной собственности. – М.: ВНИИПИ, 1995.
6. Рясенцев В.А. Патентоведение. – М.: Машиностроение, 1984.
|
|
|
|
|
Дата добавления: 2015-06-25; Просмотров: 326; Нарушение авторских прав?; Мы поможем в написании вашей работы!