КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности требований к оборудованию прокатных станов для контролируемой прокатки
|
|
|
|
1) Увеличение мощности и прочности клетей черновой и чистовой группы в 1,5-2 раза.
2) дополнительное оборудование для осуществления выдержки и охлаждения перед чистовыми клетями до заданной температуры начала чистовой прокатки, так как время охлаждения на воздухе составляет 3-5 минут.
3) межклетьевое охлаждение для снижения температуры конца прокатки на НШПС и системы охлаждения после каждого чистового прохода на ТЛС.
4) мощное охлаждение на отводящем рольганге.
5) повышение мощности моталок.
27. Сопоставить технологические схемы горячей и контролируемой прокатки (с карбонитридным упрочнением и без микролегирования). Какие особенности структуры формируются на разных этапах контролируемой прокатки?
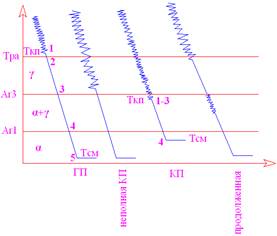
Отличия горячей прокатки от контролируемой прокатки:
1) Температурное окно при контролируемой прокатке 950-7500С, а для горячей прокатки 850-8000С.
2) При контролируемой прокатке осуществляется деформация как в аустенитной, так и в ферритной области. Это означает, что имеются условия для накопления деформации и создания субструктуры и в аустените и в феррите. При горячей прокатке создание субструктуры затруднено.
Для горячей прокатки структура формируется следующим образом:
1. аустенит деформированный.
2. аустенит рекристализованный.
3. аустенит + феррит, между зернами аустенита.
4,5. феррит + перлит, между зернами феррита.
Для контролируемой прокатки структура формируется следующим образом:
1. аустенит деформированный + феррит деформированный.
3. аустенит рекристализованный + феррит рекристализованный, выделившийся из деформированного феррита + феррит, выделившийся из аустенита рекритстализованного.
|
|
|
|
|
Дата добавления: 2015-06-25; Просмотров: 367; Нарушение авторских прав?; Мы поможем в написании вашей работы!