КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
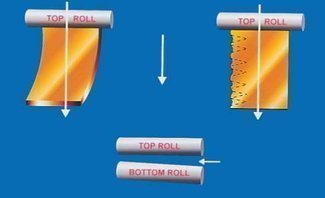
Неправильная установка валков
|
|
|
|
Трещины по краям
Качество валков
Плохое качество изготовленной поверхности может быть вызвано использованием валков плохого качества, поврежденных или поцарапанных. Финишное вальцевание должно производиться валками с небольшим диаметром, тщательно отполированными или хромированными, чтобы прокат имел зеркальную поверхность. Чтобы избежать попадание частиц пыли или другого материала, поверхность валков должна постоянно протираться тряпками, это поможет избежать появления царапин или насечек на поверхности проката, а также их попадания в поверхностный слой. Для защиты валков необходимо закрывать вальцы, когда они не используются.
Изгиб валков, вызванный усилием, необходимым для уменьшения толщины проката, может приводить к изменению толщины по сечению или волнистость по обоим краям проката, рис. 3. Необходимо уменьшить степень сжатия на проход, производить более частые промежуточные отжиги, либо, предпочтительно, использовать специальные вальцы, в которых рабочие валки меньшего диаметра удерживаются валками большего диаметра, предотвращающими их изгиб под нагрузкой.
Обычно трещины на краях вызываются слишком большой деформацией между отжигами. При образовании трещин важно обрезать края проката, так как при продолжении вальцевания увеличивается риск неожиданного продолжения трещин в центр проката, дальнейшего изгиба под прямым углом и увеличения материала, идущего в отходы, рис. 5.
|
| Рис. 2 Дефекты, вызванные плохим выравниванием валков |
Изгиб валков
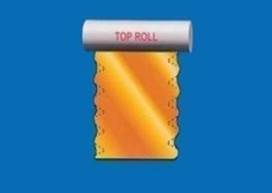 Рис. 3 Дефекты, вызванные изогнутостью валков Рис. 3 Дефекты, вызванные изогнутостью валков
|
|
Контроль толщины
Обычно большие современные вальцы оснащены сложными системами контроля толщины, но при производстве ювелирных изделий этого может быть недостаточно. Необходимо проявлять внимание для того, чтобы обеспечить одинаковую толщину как по длине, так и по толщине проката. Изменение толщины может вызывать изменение требуемого усилия, требуемого для обеспечения толщины, что может привести к повышенному износу валков или даже к их повреждению. Если полоса продается с требованием соблюдения максимльной толщины, излишки оплачиваются производителем, и в случае полосы из золота это становится слишком дорогим. До финального отжига рекомендуется закончить вальцевание легкими проходами, которые помогут эффективно контролировать толщину.
Если полоса имеет относительно большую толщину, плохая регулировка равномерности зазора между валкам может вызвать изгиб края полосы на выходе из валков. Если полоса тонкая, с одного края образуется волнистая поверхность, рис. 2. Необходимо отрегулировать зазор валков так, чтобы они были параллельны
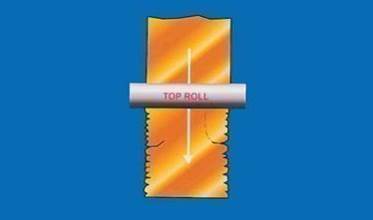
Рис. 5 – Трещины по краям
2. Вальцевание прутков

|
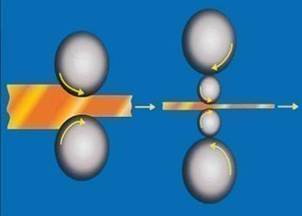
| Рис. 6 Образование ребер и складок при вальцевании |
Ребра при вальцевании вызываются попыткой помещения в каналы валков слишком большого количества металла, то есть при попытке слишком большого уменьшения сечения валки не соединяются и избыточный металл выдавливается по бокам, рис. 6. Если при дальнейшем вальцевании такие ребра вдавливаются в пруток, они превращаются в складки, которые образуют ослабленные области, разворачивающиеся при последующей обработке, особенно при изгибе. Для того, чтобы предотвратить эти дефекты, необходимо избегать слишком резкого уменьшения сечения, а пруток между проходами должен поворачиваться на 90°.
|
|
|
|
|
Дата добавления: 2015-06-26; Просмотров: 353; Нарушение авторских прав?; Мы поможем в написании вашей работы!