КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Штамповка плоского проката
|
|
|
|
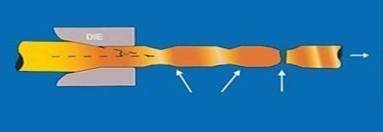
Волочение
Во время волочения наиболее частым дефектом является разрыв или деформация, вызванные обжимом проволоки, которая проходит через фильеру, рис.7. Возможны 4 причины:
1.
|
| Рис. 7 Проволока с обжимами |
2.Проволока слишком жесткая и должна быть отожжена.
3.Наличие включений, которые могут приводить к ослаблению участков проволоки.
4.За один проход слишком сильно уменьшается сечение. Для проволоки большого диаметра уменьшение может достигать от 25 до 45% в зависимости от свойств сплава, однако, когда диаметр становится меньше, уменьшение должно составлять 15-20%.
5.Недостаточная смазка увеличивает трение между проволокой и поверхностью фильеры и уменьшает возможную степень сжатия.
Появление дефектов во время штамповки плоского проката и их предотвращение – сложные вопросы. Во время штамповки разрыв происходит в наиболее слабой или самой тонкой точке обрабатываемой детали. Возможно эта точка находится там, где прокат был согнут под углом, так как в этой точке он будет наиболее тонок. Для того, чтобы штамповка прошла успешно без разрыва, определенное предельное количество материала не должно опускаться ниже предельной величины. Может появиться необходимость проведения первой штамповки, используя один штамп и пуансон, а работа завершена другими штампами и пуансонами.
5. Эффект "апельсиновой корки"
Этот дефект состоит в образовании на поверхности проката или проволоки волнистости, видимой невооруженным взглядом и вызванной возникновением слишком крупной зернистости металла из-за чрезмерного отжига. Некоторые сплавы 585 пробы особенно подвержены этому дефекту. Возникновение крупных зерен вызывается отжигом мало деформированного материала и/или наличием в сплаве небольших включений, например, кремния. Эффект апельсиновой корки может появиться на поверхности звеньев цепи или на штампованных деталях. Его можно минимизировать или избежать, контролируя процедуры обработки и отжига так, чтобы не образовывались крупные зерна, чему способствуют слишком высокие температуры отжига, и недостаточная деформация.
|
|
|
|
|
Дата добавления: 2015-06-26; Просмотров: 311; Нарушение авторских прав?; Мы поможем в написании вашей работы!