КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сборка неподвижных соединений
|
|
|
|
4.1 Резьбовые соединения.
Виды - болты, гайки, шплинты, детали с резьбой. С зазором, переходные, с натягом. Материалы – специальные стали и сплавы. Покрытия – до 600 градусов никелевые, до 700 медные, до 720 серебряные. Степени точности – зависимость от условия работы.
Факторы – конструкции соединения, учёт особенностей работы соединений, точность затяжки при сборке.
Методы затяжки – 1) с приложением внешнего крутящего момента, 2) с приложением осевых усилий, 3) комбинированный (вытяжка и приложение крутящего момента для затяжки гайки).
1) способ
Мкл =Мр+Мт=f(m, a, Dт, m0, b, dср, Q)
m – коэффициент трения по резьбе;
a – угол профиля резьбы;
Dт – диаметр трения;
m0 - коэффициент трения по опорной поверхности;
b – угол подъёма винтовой линии;
dср – средний диаметр резьбы;
Q – осевое усилие в резьбе.
Приближённая (американская) формула: Мкл =0,15*Q*d
d – диаметр резьбы.
2) способ
Способы контроля: по крутящему моменту (точность +- 25%), по углу поворота гайки (+- 10%), по удлинению болта (точность +- 4%).
Типовой процесс сборки – комплектация (подбор болтов, гаек, шайб и т.д.), постановка (навёртывание на 1 – 3 оборота), завёртывание до упора, предварительная затяжка соединения (по определённой схеме затяжки), выдержка (от 45 минут, прохождение пластических деформаций), окончательная затяжка, контроль усилия затяжки и стыка (перезатяжка не допускается, проверка стыка), стопорение резьбовых деталей, пломбы поставить.
4.2 Прессовые соединения.
Требование – прочность. Факторы: величина натяга, материал и размер детали, погрешность формы сопрягаемой детали (некруглость детали).
Способы сборки: 1) механическая запресовка; 2) термическая запресовка
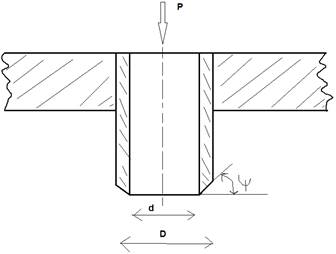
1) Способ
усилие запресовки - P = π*D*l*fтр*Pуд
π = 3,14
L – глубина запрессовки
fтр - коэффициент трения покоя;
Pуд – удельное давление;
φ – угол заходного контура.
Факторы, влияющие на усилие запрессовки – скорость запрессовки не менее 3-х миллиметров в секунду, угол заходного конуса ~10, направление приложения усилий
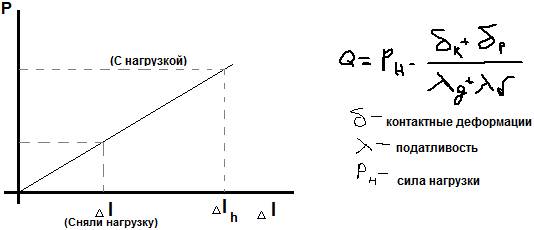
2) Термический способ сборки.

T0 – температура окружающей среды;
α – коэффициент температурного расширения;
ί – эффективный натяг и сборочный зазор.
Тех. процесс – определение натяга, определение сборочного зазора, нагрев или охлаждение детали (нагрев либо в печах, ваннах соляных, охлаждение в специальных ваннах с фреоном или ацетоном или сухим льдом или спиртом или жидким азотом), перемещение и базирование, соединение детали, контроль.
4.3 Сварные соединения.
Основное требование – сохранять свойство основного материала. Виды сварки: термическая, термомеханическая, механическая. Способы термической сварки- дуговая, электрошлаковая, электроннолучевая, плазменная, лазерная, газовая, термитная. Способы термомеханической сварки– контактная, диффузионная, кузнечная, прессовая, сварка прокаткой. Способы механической сварки - холодная, взрывом, ультразвуковая, трением, магнитноимпульсная.
Влияющие факторы на свойства сварного шва – свариваемость и конструкции изделия. Технологическая свариваемость (иногда в теории свариваются, а не получается сварить).
Технические требования к сварке деталей: исключение перекрещивающихся сварных швов, простота сборки элементов под сварку, доступность мест сварки для выполнения работ.
4.4 Паяные соединения.
Преимущества (по сравнению со сваркой) – соединение за один приём несколько деталей сложной формы, нет ограничения по толщине соединяемых материалов, отсутствуют термические напряжения (прогревается всё равномерно и всё вместе остывает), можно соединять разнородные материалы.
Условия образования паяных соединений – физическая паяемость, оптимальные технологические факторы (температура пайки, зазор под пайку, качество поверхности и метод пайки).
Методы пайки – капиллярные, контактно реактивные, диффузионные, реактивно флюсовые, пайка композиционными припоями.
Припои: особо лёгкоплавкие (< 145 *C), лёгкоплавкие (< 450 *C), среднеплавкие < 1 100 *C), высокоплавкие (< 1 850 *C), тугоплавкие.
Исходные материалы припоев в виде ленты, проволоки, фольги, пасты. Процесс производства в разных средах (в вакууме, в среде аргона, под слоем флюса).
Технологический процесс пайки:
1. Подготовка поверхности: очистка, травление, полировка.
2. Нанесение покрытий, облегчающих пайку.
3. Нанесение припоя.
4. Сборка под пайку с обеспечением оптимального зазора.
5. Пайка (в электропечи, солянй ванне, токами высокой частоты).
6. Контроль качества.
|
|
|
|
|
Дата добавления: 2015-06-26; Просмотров: 878; Нарушение авторских прав?; Мы поможем в написании вашей работы!