КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обробка заготовок деталей машин на фрезерних верстатах
|
|
|
|
Горизонтально-фрезерні верстати консольного типу служать для обробки плоских й фасонних поверхонь, пазів, а разом з ділильною головкою – для нарізання циліндричних зубчатих коліс. Ріжучим інструментом можуть бути циліндричні, дискові, фасонні та інші фрези.
Головним рухом різання DГ в горизонтально-фрезерному верстаті є обертання шпинделя з фрезою навколо горизонтальної осі, а рухом подачі – переміщення стола з заготовкою у поздовжньому SПД., поперечному SП і вертикальному S в напрямках.
Горизонтально-фрезерний верстат (рис. 2.1) складається зі станини 1, консолі 6, стола 4, направляючих 5, хобота 2, підвіски 3 й фундаментальної плити 7.
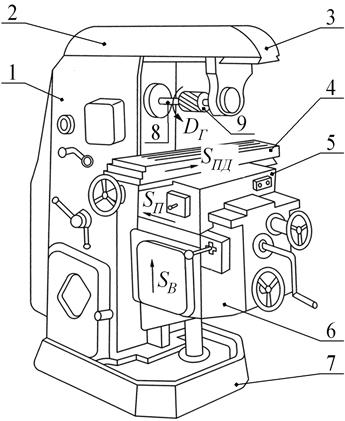
Рисунок 2.1. Загальний вигляд горизонтально-фрезерного верстата:
1 - станина; 2 - хобот; 3 - підвіска; 4 - стіл; 5 - направляючі; 6 - консоль; 7 - фундаментальна плита; 8 - оправка; 9 - фреза; DГ - головний рух різання; SПД - рух поздовжньої подачі; SП - рух поперечної подачі; SВ - рух вертикальної подачі
Універсально-фрезерні верстати на відміну від звичайних горизонтально-фрезерних мають стіл, який можна повертати навколо вертикальної осі на кут до 45º разом з напрямними і в потрібному положенні ці напрямні фіксувати. Це дає змогу додатково обробляти гвинтові поверхні.
Вертикально-фрезерні консольні верстати використовують переважно для обробки плоских поверхонь торцевими або кінцевими фрезами. Від горизонтально-фрезерних консольних верстатів вони відрізняються вертикально розміщеним шпинделем, відсутністю хобота й дещо видозміненою формою станини, у верхній частині якої вмонтований шпиндель або закріплена поворотна шпиндельна головка.
Основні вузли верстата (рис. 2.2): станина 2, шпиндельна головка 3, консоль 6, стіл 4, направляючі5 і фундаментна плита 1.
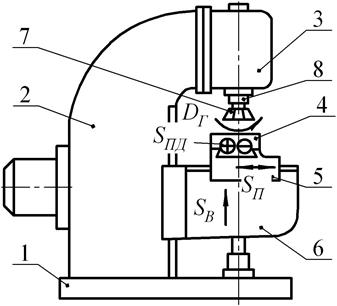
Рисунок 2.2. Вертикально-фрезерний верстат: 1 - фундаментальна плита; 2 - станина; 3 - шпиндельна головка; 4 - стіл; 5 - направляючі;
6 - консоль; 7- фреза; 8 - шпиндель; DГ - головний рух різання;
SПД - рух поздовжньої подачі; SП - рух поперечної подачі; SВ - рух вертикальної подачі
На поздовжньо-фрезерних верстатах обробляють переважно плоскі поверхні, розташовані горизонтально, вертикально і під кутом у корпусних заготовках значної довжини. Фрезують найчастіше торцевим й кінцевими фрезами, рідше циліндричними. Ці верстати характеризуються високою жорсткістю конструкції й значною продуктивністю.
Двостойковий поздовжньо-фрезерний верстат (рис. 2.3) складається зі станини 1, двох стойок 2, 10, стола 9, траверси 4, поперечки 5, двох фрезерних головок 3, 8 з горизонтальною віссю обертання шпинделя й двох фрезерних головок 6, 7 з вертикальною віссю обертання шпинделя.
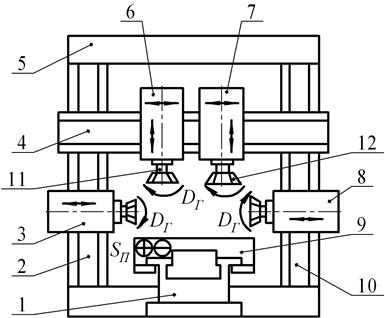
Рисунок 2.4. Двостойковий поздовжньо-фрезерний верстат:
1 - станина; 2, 10 - стояк; 3, 6, 7, 8 - фрезерна головка; 9 - стіл;
4 - траверса; 5 - поперечка; 11 - шпиндель; 12 - фреза; DГ - головний рух різання; SП - рух подачі
2.3 Види робіт, що виконують на верстатах фрезерної групи
Фреза є тілом обертання з багатьма ріжучими зубцями. Залежно від геометричної форми та призначення фрези поділяють на циліндричні, торцеві, дискові, кінцеві, фасонні та інші.
Циліндричні фрези (рис. 2.4, а, б, в) служать для обробки плоских поверхонь. Конструктивною особливістю цих фрез є розташування ріжучих кромок їх зубців на циліндричній зовнішній поверхні. Розрізняють фрези з великими зубцями для чорнової обробки та з дрібними зубцями для чистової обробки. Зубці фрез є гвинторізними й рідше – прямими.
Торцеві фрези (рис. 2.4 г, д) застосовують для обробки плоских поверхонь. Вони мають головні ріжучі кромки на циліндричній або на конічній поверхні та допоміжні ріжучі кромки на торці. Головними перевагами торцевих фрез порівняно з циліндричними є можливість використання жорсткіших оправок й спокійніша робота завдяки більшій кількості зубців, що одночасно ріжуть.
Дискові фрези (рис. 2.4, э) призначені для обробки пазів і вузьких плоских поверхонь. Від циліндричних фрез вони відрізняться невеликою шириною. Дискові фрези мають головні ріжучі кромки лише на циліндричній поверхні та допоміжні ріжучі кромки на одній чи на двох торцевих поверхнях.
Тонкі ріжучі фрези з ріжучими кромками лише на циліндричній поверхні називають прорізними (рис. 2.4, ж) й відрізними. Їх використовують, щоб отримувати вузькі пази.
Кінцеві фрези (рис. 2.4, е) служать для обробки пазів, плоских і фасонних поверхонь. Фреза складається з робочої частини й циліндричного або конічного хвостовика. Різновидом кінцевих фрез є шпонкові двозубі фрези діаметром 2…25 мм.
Фасонні фрези (рис. 2.4, и) застосовують для обробки поверхонь складного профілю. Контур ріжучої кромки зубця фрези відповідає профілю обробленої поверхні. До фасонних фрез належать півкруглі ввігнуті або випуклі фрези, фрези для обробки рівчаків ріжучих інструментів.
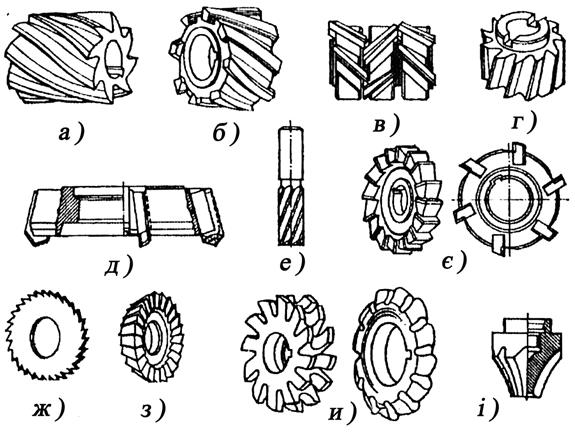
Рисунок 2.4. Типи фрез: а, б, в - циліндричні; г, д - торцеві; е – кінцеві; є – дискові двосторонні; ж – прорізні або відрізні; з – кутові; и – фасонні; і – модульні
Для отримання зубців шестерень та зубчатих коліс використовують модульні фрези (рис. 2.4, і), для кутових поверхонь – кутові фрези (рис. 2.4, з).
За конструкцією фрези розрізняють на суцільні (рис. 2.4, а, г, е, ж, з, і) та зі вставними ножами (рис. 2.4, б, в, д, є). Суцільні фрези виготовляють повністю з інструментальних сталей. У збірних фрез корпуси виготовлені із конструкційних сталей, а зубці (ножі) - із швидкоріжучих сталей, або ж ріжучі пластини, що виготовлені із твердих сплавів закріплюють в корпусі фрези різними механічними способами.
Ріжучі кромки фрез можуть бути прямими (рис. 2.4, є), або гвинтовими (рис. 2.4 а). Фрези можуть мати гострокінцеву (рис. 19, и) або затиловану (рис. 19, і) форму зуба. У фрез з гострокінцевими зубцями передня та задня поверхні плоскі, а у фрез із затилованою формою зуба профіль задньої поверхні виконаний за спіраллю Архімеда, тому при переточуванні по передній поверхні профіль зубця фрези зберігається.
Для закріплення заготовок на фрезерних верстатах застосовують універсальні та спеціальні пристрої. До універсальних пристроїв відносять прихоплювачі, кутики (рис. 2.5), призми, машинні лещата з механічним, гідравлічним або пневматичним приводом (рис. 2.5, а).
При обробці значної кількості однакових заготовок виготовляють спеціальні пристрої, що придатні лише для установки та закріплення заготовок даного виду на верстаті.
Для обробки площин, розташованих під різними кутами, квадратних, шестигранних профілів і подібних гвинтових поверхонь та зубчастих коліс широко використовують універсальні ділильні головки (рис. 2.5, б).
В якості допоміжного інструмента використовують фрезерні оправки, що необхідні як для закріплення фрез так і для передачі крутного моменту від шпинделя верстата до фрези. Базою для кріплення фрези може бути її центрувальний отвір або хвостовик (конічної чи циліндричної форми). За способом кріплення в першому випадку фрези називають насадні, а в другому випадку - хвостові.
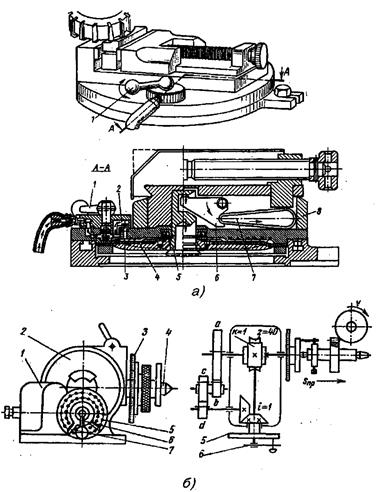
Рисунок 2.5. Пристрої для закріплення заготовок на фрезерних верстатах: а - лещата з пневматичним приводом; б - загальний вигляд і схема універсальної ділильної головки, налаштованої на диференційне ділення
На рис. 2.6 (а) зображена оправка 2 для кріплення циліндричних і дискових фрез. Фрезу 3 насаджують на оправку і з'єднують з нею за допомогою шпонки 4. Необхідне положення фрези на оправці забезпечується за допомогою встановлювальних кілець 7. Оправку 2 встановлюють конічним хвостовиком в конічний отвір шпинделя, 1 і закріплюють за допомогою затяжного болта 9. Сухарі 8, що розміщені в пазах фланців шпинделя і оправки, утримують оправку від провертання. Інший кінець оправки входить в підшипник 6, який закріплюється у вусі 5.
Короткі кінцеві оправки (рис. 2.6, б) використовуються для закріплення торцевих і дискових фрез. Один кінець оправки 1 закріплюють за допомогою конічного хвостовика 10, а на другому кінці - закріплюють насадну фрезу 11 за допомогою шпонки 12 і гвинта 14. Фрези з конічним хвостовиком 15 закріплюють в конічному отворі шпинделя 1 безпосередньо або за допомогою перехідних втулок 14 (рис. 2.6, б, в). Фрези з циліндричним хвостовиком закріплюють також і за допомогою цангового патрона, конічний хвостовик якого встановлюють в шпиндель верстата і закріплюють за допомогою болта.
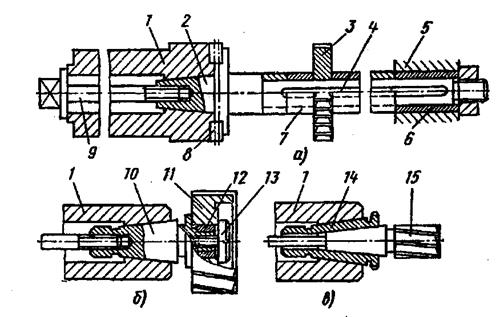
Рисунок 2.6. Схеми установки і закріплення фрез на верстатах
Схеми фрезерування поверхонь на горизонтально- і вертикально-фрезерних верстатах зображено на рис. 2.7.
Горизонтальні площини фрезерують на горизонтально-фрезерних верстатах циліндричними фрезами (рис. 2.7, а) і на вертикально-фрезерних торцевими фрезами (рис. 2.7, б). За допомогою циліндричних фрез доцільно обробляти горизонтальні площини шириною до 120 мм, причому довжина фрези має бути набагато більшою за ширину заготовки, що обробляється. В більшості випадків такі площини доцільніше обробляти торцевими фрезами, так як збільшена жорсткість їх кріплення в шпинделі забезпечує покращені умови обробки (кількість одночасно працюючих зубців торцевої фрези перевищує кількість одночасно працюючих зубців циліндричної фрези).
Вертикальні площини фрезерують на горизонтально-фрезерних верстатах торцевими фрезами (рис. 2.7, в) і торцевими фрезерними головками, а на вертикально-фрезерних верстатах - кінцевими фрезами (рис. 2.7, г).
Похилі площини фрезерують торцевими (рис. 2.7, д) і кінцевими (рис. 2.7, е) фрезами на вертикально-фрезерних верстатах, що мають можливість повороту фрезерної головки разом із шпинделем у вертикальній площині. Фаски фрезерують на горизонтально-фрезерному верстаті однокутовою фрезою (рис. 2.7, ж).
Комбіновані поверхні фрезерують за допомогою набору фрез (рис. 2.7, з) на горизонтально-фрезерних верстатах. Точність взаємного розташування оброблених поверхонь залежить від жорсткості кріплення фрез (довжини оправки). З цією метою застосовують додаткові опори (підвіски), уникають використання неспіврозмірних за діаметром фрез (рекомендоване відношення діаметрів фрез не більше 1,5).
Уступи і прямокутні пази фрезерують дисковими (рис. 2.7, і) і кінцевими (рис. 2.7, к) фрезами на горизонтально- і вертикально-фрезерних верстатах. Уступи і пази доцільно фрезерувати за допомогою дискових фрез, так як вони мають більшу кількість зубців і забезпечують обробку зі збільшеними швидкостями різання.
Фасонні пази фрезерують фасонною дисковою фрезою (рис. 2.7, л), кутові пази - за допомогою однокутових і двокутових фрез (рис. 22 м) на горизонтально-фрезерних верстатах. Пази типу "ластівчин хвіст" фрезерують на вертикально-фрезерному верстаті за два технологічних проходи: прямокутний паз отримують за допомогою кінцевої фрези; скоси паза обробляють кінцевою однокутовою фрезою (рис. 2.7, н). Т-подібні пази (рис. 2.7, о), що широко застосовують в машинобудуванні в якості кріпильних пазів (наприклад, в столах фрезерних верстатів) фрезерують, як правило, за два технологічних проходи: спочатку обробляють вузьку прямокутну частину паза за допомогою кінцевої фрези, а потім спеціальною фрезою для обробки Т-подібних пазів формують розширену нижню частину паза.
Закриті шпонкові пази фрезерують за допомогою кінцевих фрез (рис. 2.7, п), а відкриті - кінцевих або шпонкових (рис. 2.7, р) на вертикально-фрезерних верстатах. Точність обробленого шпонкового паза є важливою умовою при фрезеруванні, так як від неї залежить характер посадки на шпонку сполучних з валом деталей. Фрезерування шпонковою фрезою забезпечує підвищену точність шпонкового паза, так як при переточуванні по торцевих зубцях діаметр шпоночної фрези практично не змінюється.
Пази під сегментні шпонки фрезерують на горизонтально-фрезерних верстатах дисковими фрезами (рис. 2.7, с). Заготовці при цьому надають вертикальну подачу.
Фасонні поверхні незамкненого контуру з криволінійною твірною і прямолінійною направляючою фрезерують на горизонтально- і вертикально-фрезерних верстатах фасонними фрезами відповідного профілю (рис. 2.7, т). Застосування фасонних фрез є ефективним при умові обробки вузьких та довгих фасонних поверхонь. В інших випадках застосовують набори фасонних фрез.
Фрезерування циліндричних зубчастих коліс виконується на горизонтально- і вертикально-фрезерних верстатах.
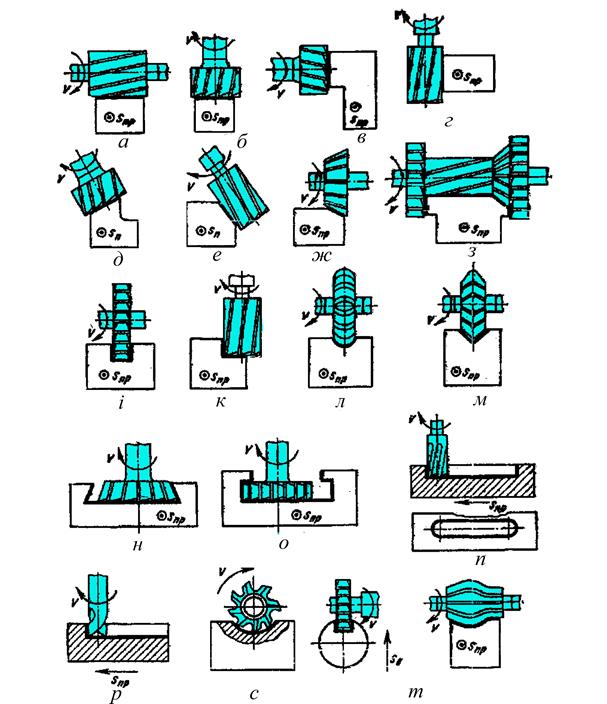
Рисунок 2.7. Схеми обробки поверхонь заготовок на горизонтально- та вертикально-фрезерних верстатах
Устаткування та обладнання, що необхідне для виконання роботи
– Вертикально-фрезерний верстат.
– Набір фрез.
– Набір пристроїв.
– Набір допоміжного інструмента.
– Оброблювані заготовки деталей.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 3104; Нарушение авторских прав?; Мы поможем в написании вашей работы!