КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лаборатона робота№3
|
|
|
|
Технологія обробки заготовок деталей машин на шліфувальних верстатах
3.1 Класифікація шліфувальних верстатів
Шліфування – це процес обробки поверхні металу абразивним (шліфувальним) інструментом (шліфувальними кругами, брусками, шкуркою). Абразивний інструмент складається із зерен абразивного матеріалу, скріплених між собою зв’язуючою речовиною. Шліфування є основним методом одержання виробів високої точності з незначною шорсткістю поверхні та застосовується переважно для завершальної чистової обробки.
Залежно від характеру шліфувальних робіт верстати поділяють на такі основні типи:
• круглошліфувальні - для обробки зовнішніх поверхонь обертання;
• внутрішньо-шліфувальні - для обробки внутрішніх поверхонь обертання;
• плоскошліфувальні – для обробки площин;
• спеціальні (шліцешліфувальні, зубошліфувальні, різешліфувальні та інші);
• заточувальні – для заточування інструмента.
Найпоширеніші кругло- й плоскошліфувальні верстати.
Залежно від форми деталей, при обробці поверхонь застосовують різні схеми (види) шліфування:
- кругове зовнішнє з поздовжньою подачею;
- кругове зовнішнє з радіальною подачею;
- внутрішнє;
- плоске периферією круга на верстатах з прямокутним столом;
- плоске торцем круга на верстатах з прямокутним столом;
- плоске периферією круга на верстатах з круглим столом;
- плоске торцем круга на верстатах з круглим столом;
- безцентрове з поздовжньою подачею;
- безцентрове з радіальною подачею.
3.2 Обробка заготовок деталей машин на шліфувальних верстатах
3.2.1 Обробка заготовок на круглошліфувальних верстатах
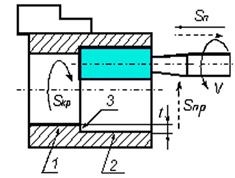
Конструкції круглошліфувальних верстатів і їх компоновка підкоряються основним схемам шліфування. Круглошліфувальний верстат складається з наступних основних вузлів (рис. 3.1): станини 1, столу 2, передньої бабки 3 з коробкою швидкостей, шліфувальної бабки 4, задньої бабки 5, приводу столу 6. Ці верстати розділяють на прості, універсальні і врізні. На універсальних верстатах кожну з бабок можна повернути на певний кут навколо вертикальної осі і закріпити для подальшої роботи. Прості верстати забезпечені неповоротними бабками. У врізних верстатів відсутня подовжня подача столу, а процес шліфування ведеться по всій довжині заготовки широким абразивним кругом з поперечною подачею.
Поворотно-поступальне переміщення столу для подовжньої подачі виконується за допомогою гідроциліндра і поршня. Кругову подачу SКР заготовки забезпечує спеціальний електродвигун. Шліфувальний круг обертається за допомогою клинопасової передачі. Коли круг зноситься і діаметр його зменшиться, використовують іншу пару шківів і швидкість різання збільшиться.
Найбільше поширення набули методи шліфування в центрах. Для підвищення точності обробки центри встановлюють нерухомо. Кругова подача заготовки забезпечується за рахунок поводкового пристрою. Можливе консольне закріплення заготовок в кулачкових патронах.
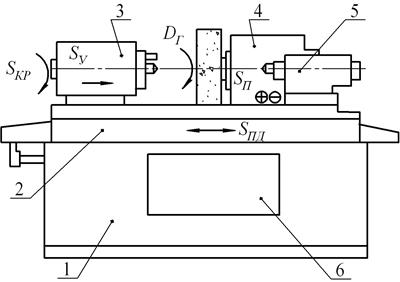
Рисунок 3.1. Круглошліфувальний верстат
Кругле шліфування циліндричних поверхонь може бути виконане по одній з чотирьох схем (рис. 3.2).
При шліфуванні з подовжньою подачею (рис. 3.2, а)заготовка обертається рівномірно (SКР) і скоює поворотно-поступальну ходу (SПР). В кінці кожного ходу заготовки шліфувальний круг автоматично переміщається на величину SП і при наступному ходу зрізається новий шар металу певної глибини, поки не буде досягнутий необхідний розмір деталі.
Швидкість VК обертального руху круга забезпечує швидкість різання.
Продуктивний спосіб обробки – врізне шліфування (рис.11,2, б) застосовують при обробці жорстких заготовок в тих випадках, коли ширина шліфованої ділянки може бути перекрита шириною шліфувального круга. Круг переміщається з постійною подачею SП (м/об. заг) до досягнення необхідного розміру деталі. Цей же метод використовують при шліфуванні фасонних поверхонь і кільцевих канавок. Шліфувальний круг заправляють відповідно до форми поверхні або канавки.
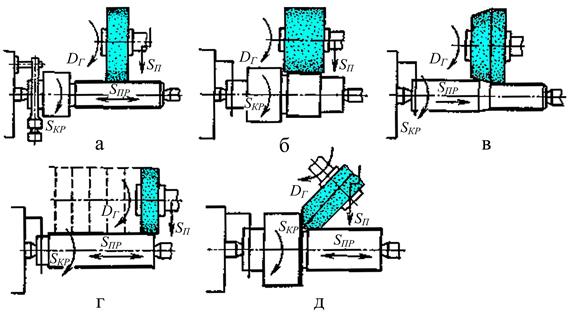
Рисунок 3.2. Схеми обробки заготовок на круглошліфувальних верстатах
Глибинним шліфуванням (рис. 3.2, в)за один прохід знімають шар матеріалу на всю необхідну глибину. На шліфувальному крузі формують конічну ділянку завдовжки 8 - 12 мм. В ході шліфування конічна ділянка видаляє основну частину шару, що зрізається, а циліндрична ділянка зачищає оброблену поверхню. Поперечна подача відсутня.
Шліфування уступами (рис. 3.3, г)– це поєднання методів, представлених на рисунку 11.2, а, б. Процес шліфування складаєтьсяз двох етапів. На першому етапі шліфують врізанням з подачею SП пересуваючи періодично стіл на 0,8 – 0,9 ширини круга (показано штриховою лінією). На другому етапі виконують декілька ходів з подовжньою подачею SПР для зачистки поверхні при вимкненій подачі SП.
У багатьох випадках на деталях необхідно забезпечити правильне взаємне розташування циліндричних і плоских (торців) поверхонь. Для виконання цієї умови шліфувальний круг заправляють по схемі на рис. 3.2, д іповертають на певний кут. Шліфують конічними ділянками круга. Циліндричну поверхню шліфують аналогічно схемі на рисунку 11.2, а,зперіодичною подачею SП на глибину різання. Обробка поверхні торця деталі закінчується найчастіше з подачею вручну при плавному підведенні заготовки до круга.
Зовнішні конічні поверхні шліфують по двох основних схемах. При обробці заготовок в центрах (рис. 3.3, а)верхню частину столу повертають разом з центрами на кут α так, що положення конічної поверхні твірної співпадає з напрямом подовжньої подачі SПР. Далі шліфують аналогічно до обробки циліндричних поверхонь.
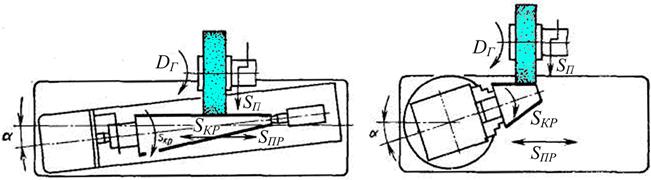
Рисунок 3.3. Схеми шліфування конічних поверхонь
При консольному закріпленні заготовок (рис. 3.3 ) на кут α (половина кута конуса) повертається передня бабка.
3.2.2 Обробка заготовок на внутрішньошліфувальних верстатах.
Внутрішнє шліфування застосовують для отримання високої точності отворів на заготовках, як правило, що пройшли термічну обробку. Можливе шліфування крізних, глухих, конічних і фасонних отворів. Діаметр шліфувального круга складає 0,7–0,9 діаметра шліфованого отвору. Кругові надають високу частоту обертання: вона тим вище, чим менше діаметр круга.
На рисунку 11.4, априведена схема шліфування із закріпленням заготовки в кулачковому патроні. На внутрішньошліфувальних верстатах також обробляють і внутрішні поверхні торців. Внутрішні фасонні поверхні шліфують спеціально встановленим кругом методом врізання.
Внутрішні конічні поверхні шліфують з поворотом передньої бабки так, щоб твірна конуса розташувалася уздовж напряму подовжньої подачі.
Заготовки великих розмірів і маси шліфувати описаними вище методами нераціонально. У цих випадках застосовують планетарне шліфування (рис. 3.4, б ). Заготовку закріплюють на столі верстата нерухомо. Шліфувальний круг обертається навколо своєї осі, а також навколо осі отвору (SПН), що аналогічно круговій подачі (положення круга, що зробив в планетарному рух півоберта, показане штриховою лінією). Планетарним шліфуванням можна обробляти внутрішні фасонні і торцеві поверхні, а також отвори, положення яких певним чином пов'язані один з одним (наприклад, на деталях типу корпусів).
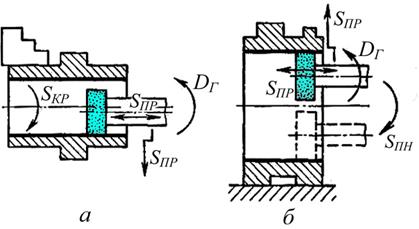
Рисунок 3.4. Схеми обробки на внутрішньошліфувальних верстатах
3.2.3 Обробка заготовок на бесцентрово-шліфувальних верстатах.
Процес шліфування на цих верстатах характеризується високою продуктивністю. Заготовки обробляють в незакріпленому стані, і для них не вимагається центрових отворів.
На станині 1 бесцентрово-шліфувального верстата (рис. 3.5) встановлені два круги: шліфуючий на бабці 2і ведучий на бабці 4. Кожний з кругів піддається періодичній правці за допомогою механізмів 3 і 5. Заготовка обертається на ножі 6 і одночасно контактує з обома кругами. Щоб заготовка переміщалася по ножеві з подовжньою подачею, бабку ведучого круга повертають на невеликий кут. Якщо шліфують заготовки з уступами, то бабку веденого круга не повертають, а вся вона переміщається по направляючих станини з подачею до певного положення.
Заготовку 3(рис. 3.6, а)встановлюють на ніж 2 між двома кругами – шліфуючим 1 і ведучим 4. Ці круги обертаються в одному напрямі, але з різними швидкостями. Тертя між ведучим кругом і заготовкою більше, ніж між нею і шліфуючим кругом. Внаслідок цього заготовка обертається з швидкістю, близькою до колової швидкості ведучого круга.
Перед шліфуванням провідний круг встановлюють під кутом (1–7°) до осі обертання заготовки. Вектор швидкості цього круга розкладається на складові і виникає (рис. 3.6). подовжня подача SПР. Тому заготовка переміщається по ножеві вздовж своєї осі і може бути прошліфована на всій довжині. Чим більше кут θ, тим більше подача. Такі верстати легко автоматизувати, встановивши похилий лоток, по якому заготовки сповзатимуть на ніж, проходитимуть процес шліфування і потраплятимуть в тару.
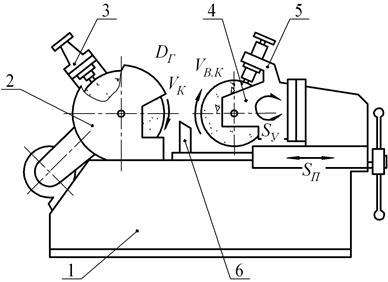
Рисунок 3.5. Бесцентрово-шліфувальний верстат
Заготовки ступінчастої форми або з фасонними поверхнями шліфують методом врізування. Перед шліфуванням ведучий круг відводять убік, заготовку кладуть на ніж і потім притискають її ведучим кругом. Обробляють з поперечною подачею SП до отримання необхідного розміру деталі. Після шліфування оброблена деталь віддаляється із зони різання виштовхувачем.
Для шліфування поверхонь методом врізування абразивний інструмент встановлюють відповідно до профілю деталі.
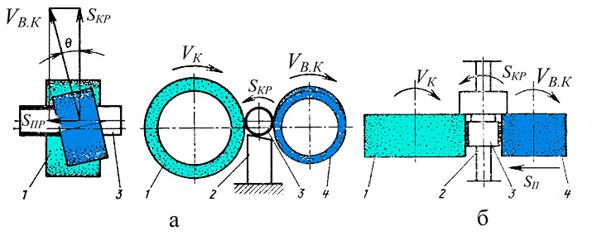
Рисунок 3.6. Схеми обробки заготовок на бесцентрово-шліфувальних верстатах
3.2.4 Обробка заготовок на плоскошліфувальних верстатах.
Плоскошліфувальний верстат з прямокутним столом (рис. 3.7) складається із станини 4, столу 3, стійкі 2, шліфувальної бабки 1 і приводу столу 5.
Рухи подачі здійснюють вручну або автоматичним приводом верстата. Подовжнє переміщення столу SПР забезпечується найчастіше за допомогою гідравлічного пристрою – поршня, циліндрів і органів управління.
У іншого типу верстатів замість поворотно-поступального стіл виконує обертальний рух. В цьому випадку його виконують круглим з вертикальною віссю обертання. Компоновка такого верстата передбачає також вертикальне розташування осі шліфувального круга. Площини обробляють поверхнею торця круга.
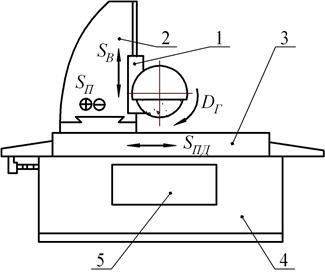
Рисунок 3.7. Плоскошліфувальний верстат
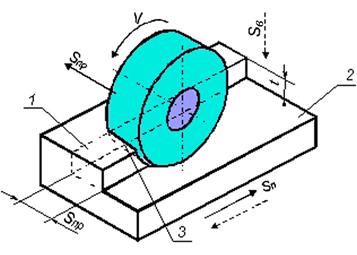
На практиці найбільш поширені чотири схеми плоского шліфування (рис. 3.8). Шліфують периферією і поверхнею торця круга. Заготовки 2 закріплюють на прямокутних або круглих столах 1 за допомогою магнітних плит, а також в затискних пристосуваннях. Можливе закріплення однієї або одночасно багатьох заготовок. Заготовки розміщують на столах, потім включають струм і вони притягуються до магнітної плити.
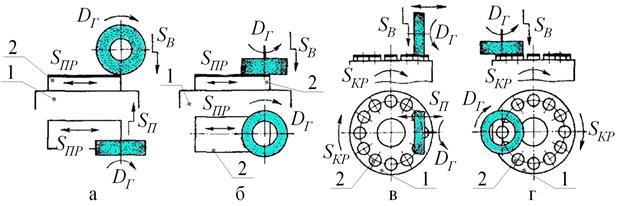
Рисунок 3.8. Схема обробки заготовок на плоскошліфувальних верстатах
Прямокутні столи виконують поворотно-поступальні руки, забезпечуючи подовжню подачу. Подача на глибину різання дається в крайніх положеннях столів. Поперечна подача необхідна в тих випадках, коли ширина круга менше ширини заготовки (рис. 3.8, а).
Круглі столи (рис. 3.8, в)виконують рухи, забезпечуючи кругову подачу. Решта рухів виконують аналогічно рухам при шліфуванні на прямокутних столах.
Більш продуктивне є шліфування торцем круга, оскільки одночасно в роботі бере участь велике число абразивних зерен (рис. 3.8, б, г). Але шліфування периферією круга з використанням прямокутних столів дозволяє виконати більше число різноманітних видів робіт. Способом шліфування периферією круга обробляють, наприклад, дно паза, виконують профільне шліфування, заздалегідь встановивши відповідної форми шліфувальний круг, виконують інші роботи.
3.2.5 Обробка заготовок на спеціалізованих і заточувальни верстатах
Спеціалізовані шліфувальні верстати призначені для виконання обмеженого числа робіт.
На різешліфувальних верстатах шліфувальний круг встановлюють за формою однієї або декількох западин різі. Заготовка, встановлена в центрах резешліфувального верстата, за один свій оберт переміщається в осьовому напрямі на крок різі. Прошліфована різі одержує високу точність і низька шорсткість поверхні.
Профіль деяких деталей, як, наприклад, турбінних лопаток, є дуже складним. Їх шліфують на стрічкошліфувальних верстатах інструментом у вигляді нескінченної абразивної стрічки, яка огинає складну форму оброблюваної поверхні. Абразивний шар наносять на паперову або тканинну основу стрічки.
Широко використовують заточувальні верстати для обробки різноманітного ріжучого інструменту. Для заточування деяких видів інструментів застосовують спеціалізовані заточувальні верстати. На таких верстатах можна, наприклад, виконувати заточування зубів плоских, круглих і шліцьових протяжок (рис. 3.9).
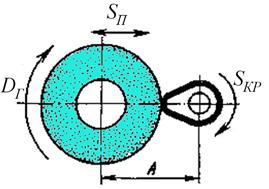
Рисунок 3.9. Схема шліфування кулачків
3.3. Види робіт, що виконують на верстатах шліфувальної групи
Абразивний інструмент - це тверді тіла, що мають правильну геометричну форму і складаються з зерен абразивних матеріалів, скріплених між собою зв'язуванням. На плоскошліфувальних верстатах звичайно використовують плоскі прямі (ПП), чашкові конічні (ЧК) і циліндричні (ЧЦ) шліфувальні кола.
Для виготовлення кіл застосовують електрокорунд, карбід кремнію і кубічний нітрид бора.
Шліфування є операцією чистової, як правило – фінішної обробки поверхонь самої різноманітної форми, та дає можливість одержати шорсткість обробленої поверхні і забезпечує точність 6…7 квалітету. Шліфуванню піддаються як м’які матеріали, так і дуже тверді, загартовані. Особливістю цього процесу є те, що стружка знімається дрібними абразивними зернами 2, хаотично розміщеними в корпусі шліфувального круга 1 і скріпленими між собою за допомогою зв’язки 3. Для зерен використовують, як правило, штучні абразивні матеріали, як то:
Електрокорунди (електрокорунд нормальний, білий, титанистий, хромистий, монокорунд), які в своїй основі мають окис алюмінію – глинозем, оброблений за спеціальною технологією;
Карбіди кремнію (чорний і зелений), які більш тверді, ніж електрокорунди, але і більш крихкі. Тому вони частіше використовуються для обробки твердих матеріалів, загострювання інструментів, тощо;
Карбід бору – використовується як шліфувальний порошок;
Кубічний нітрид бору (ельбор, белбор, гексаніт, ісміт) – надтвердий матеріал, що застосовується для чистового шліфування твердих чорних матеріалів;
Штучний алмаз – використовується, як правило, для чистового загострювання твердих сплавів, кераміки і надтвердих матеріалів.
На відміну від ріжучих інструментів, абразивні зерна 1 в крузі 2 орієнтовані вільно, виступають на різну висоту із корпуса круга, а також мають значно більший, у порівнянні із ріжучим інструментом, радіус заокруглення ріжучого леза r та від’ємний передній кут – γ < 0º. Це приводить до того, що на досить значному проміжку шляху контакту між заготовкою 3 і вершиною зерна воно не зрізає стружку, а втискується в поверхню різання, пластично її деформуючи (рис. 3.10, а, б). Лише коли радіус заокруглення ріжучого леза r стає більшим товщини зрізуваного шару (рис. 3.10, в), починається процес зрізання стружки. Ця особливість процесу шліфування є причиною виникнення досить значних сил різання, інтенсивного тепловиділення, яке може приводити навіть до згоряння стружки і виникнення пригарів на обробленій поверхні.
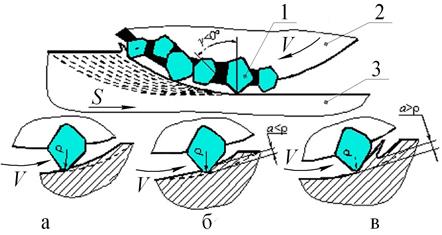
Рисунок 3.10. Особливості різання абразивними зернами
Коли верхні зерна через значні тиски і температуру швидко зношуються, зростаючі сили різання виривають їх із зв’язки, звільняючи місце для нових, ще гострих. Це явище проходить безперервно в процесі шліфування і називається самозагострюванням шліфувального круга.
На шліфувальних верстатах головним рухом різання є обертання шліфувального круга.
Рухи подачі, як правило, виконуються заготовкою і самим кругом. Вони можуть бути поступальними або обертальними. Оскільки шліфувальний круг здатен знімати тільки малі товщини (0,02...0,1 мм), шліфування є багатопрохідною обробкою, у якій декілька подач і поступальних, і обертових реалізуються як одночасно, безперервно; так і періодично, дискретно.
Шліфувальні операції класифікуються за видом обробленої поверхні і подачі. Розрізняють:
Кругле зовнішнє шліфування (поздовжнє і врізне).
Кругле внутрішнє шліфування (поздовжнє і врізне).
Плоске шліфування периферією круга з поздовжньою і круговою подачею.
Плоске шліфування торцем круга з поздовжньою і круговою подачею.
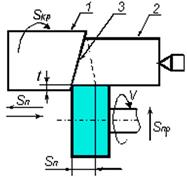
Перший вид шліфування використовується для обробки циліндричних поверхонь заготовок значної довжини (рис. 3.11, а). За цією схемою для утворення циліндричної поверхні заготовка виконує круговий обертовий рух, а також переміщується в поздовжньому напрямку (зворотно-поступальний рух поздовжньої подачі). Величина поздовжньої подачі призначається від 0,2 до 0,8 ширини шліфувального круга для кожного оберту деталі. Оскільки шліфувальний круг може зрізати дуже малі глибини різання, для зняття всього припуску він періодично, після кожного подвійного ходу заготовки врізається на задану глибину (поперечна подача врізання). По завершенню подачі врізання заготовка виконує 2…3 подвійні вигладжуючі ходи для формування остаточно обробленої поверхні 2.
а) б) в)
Рисунок 3.11. Схеми циліндричного поздовжнього, врізного та внутрішнього шліфування
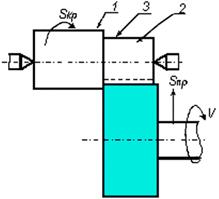
Якщо довжина оброблюваної поверхні невелика і не перевищує ширини шліфувального круга, більш продуктивним є процес врізного шліфування (рис. 3.11, б). За цією схемою круг крім обертання здійснює рух на врізання (поперечна подача врізання) у заготовку, що обертається із круговою подачею. Процес обробки закінчується, коли круг доходить до упору, після чого деталь виконує ще декілька вигладжуючих обертів.
Обробка внутрішніх циліндричних поверхонь (рис. 3.11, в) виконується за такими ж кінематичними схемами, що і зовнішніх. Відмінність лише в тому, що через малу жорсткість кріплення шліфувального круга він може зрізати набагато менші глибини різання, ніж при зовнішньому шліфуванні.
Обробка гладких (без уступів) зовнішніх циліндричних поверхонь може також здійснюватись за схемою безцентрового шліфування (рис. 3.12). Оброблювана заготовка 1 підтримується спеціальним ножем 2 між двома абразивними кругами, один із яких є ріжучим 3, а інший - ведучим 4. За рахунок того, що вісь обертання ведучого круга 4 нахилена під деяким кутом  до осі заготовки, він одночасно забезпечує її обертання з круговою подачею і просування вздовж осі із швидкістю поздовжньої подачі. Процес безцентрового шліфування, як правило, є однопрохідною обробкою і здійснюється безперервно, забезпечуючи високу продуктивність праці.
до осі заготовки, він одночасно забезпечує її обертання з круговою подачею і просування вздовж осі із швидкістю поздовжньої подачі. Процес безцентрового шліфування, як правило, є однопрохідною обробкою і здійснюється безперервно, забезпечуючи високу продуктивність праці.
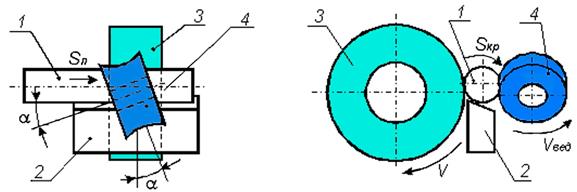
Рисунок 3.12. Схема безцентрового шліфування
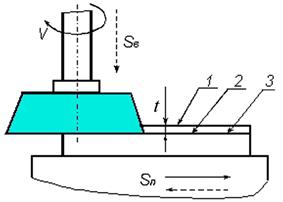
Плоскі поверхні можуть оброблятися або периферією круга, або його торцем. Як правило, ширина оброблюваної поверхні більша за ширину круга (рис. 3.13, а), тому, крім зворотно-поступального руху поздовжньої подачі заготовки, сам круг здійснює поперечне переміщення з подачею SП після кожного подвійного ходу стола. Величина поперечної подачі призначається від 0,2 до 0,8 ширини шліфувального круга для кожного оберту деталі.
а) б)
Рисунок 3.13. Схеми плоского шліфування периферією та торцем круга
Аналогічно іншим способам шліфування, круг може зрізати дуже малі глибини різання  , тому для зняття всього припуску він періодично, після обробки всієї площини заготовки врізається на задану глибину t (поперечна подача врізання SПОП). По завершенню подачі врізання виконується вигладжуючий цикл для формування остаточно обробленої поверхні 2.
, тому для зняття всього припуску він періодично, після обробки всієї площини заготовки врізається на задану глибину t (поперечна подача врізання SПОП). По завершенню подачі врізання виконується вигладжуючий цикл для формування остаточно обробленої поверхні 2.
Обробки площин торцем круга виконується за аналогічною схемою (рис. 3.13, б). Його перевагою є те, що за один подвійний хід обробляється більша ширина поверхні, тому забезпечується вища продуктивність праці. Проте через значну площу контакту між кругом і заготовкою різко зростає тепловиділення і сили різання, тому дана схема вимагає значно більшої потужності верстата і деколи може давати пригари поверхні.
Обидві розглянуті схеми плоского шліфування можуть бути реалізовані при круговому рухові подачі, коли заготовки встановлюються на обертовому столі. Всі інші рухи, необхідні для реалізації обробки, залишаються без змін.
Устаткування та обладнання, що необхідне для виконання роботи
– Плоско-шліфувальний та круглошліфувальний верстати.
– Набір пристроїв.
– Набір допоміжного інструмента.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 3254; Нарушение авторских прав?; Мы поможем в написании вашей работы!