КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы образования производящих линий
|
|
|
|
 При обработке поверхностей резанием в зависимости от вида режущего инструмента и формы его режущей кромки используют четыре метода образования производящих линий: копирование, обкат, след и касание.
При обработке поверхностей резанием в зависимости от вида режущего инструмента и формы его режущей кромки используют четыре метода образования производящих линий: копирование, обкат, след и касание.
Метод копирования состоит в том, что форма производящей линии получается в виде копии (отпечатка) формы режущей кромки инструмента или его профиля. Фасонный инструмент.

Метод обката (качения) заключается в том, что форма образуемой производящей линии возникает в виде огибающей ряда последовательных положений, занимаемых режущей кромкой инструмента при обкатывании ею без скольжения образуемой линии. Образуемая производящая линия и линия режущей кромки инструмента должны быть взаимоогибаемыми. Дисковая фреза.
 Метод следа состоит в том, что форма производящей линии получается в виде следа режущей точки (практически это весьма короткий обрезок линии) кромки инструмента при относительном движении заготовки и инструмента (токарный резец).
Метод следа состоит в том, что форма производящей линии получается в виде следа режущей точки (практически это весьма короткий обрезок линии) кромки инструмента при относительном движении заготовки и инструмента (токарный резец).
 Метод касания заключается в том, что форма производящей линии возникает в виде огибающей мест касания множества режущих точек вращающегося инструмента в результате относительных движений оси вращения инструмента (шпинделя) и заготовки. Фрезы и шлифовальные круги, имеющих множество режущих точек, а следовательно, точек касания, формирующих траекторию образуемой производящей линии.
Метод касания заключается в том, что форма производящей линии возникает в виде огибающей мест касания множества режущих точек вращающегося инструмента в результате относительных движений оси вращения инструмента (шпинделя) и заготовки. Фрезы и шлифовальные круги, имеющих множество режущих точек, а следовательно, точек касания, формирующих траекторию образуемой производящей линии.
-------------------------------------------
В металлорежущих станках образование поверхностей осуществляется резанием, поэтому формообразующие движения станка одновременно являются движениями резания. Если в станке имеется одно движение формообразования, то оно является движением скорости резания (обозначается ФV) и наз. главным движением. Если в станке есть два движения формообразования, то одно из них, имеющее большую скорость, является движением скорости резания ФV (главным), а второе, имеющее меньшую скорость, является движением подачи (обозначается ФS). Из трех движений формообразования в станке одно будет главным движением ФV, имеющим наибольшую скорость, а два других – движениями подачи ФS1 и ФS2. Главными могут быть движения заготовки и инструмента, но не одновременно, это же справедливо и для движения подачи.
|
|
|
Классификация движений в станках по целевому признаку
Все движения в станках, в том числе и формообразующие, называются исполнительными. Делятся на движения: формообразования Ф (пример а)), установочные Уст, деления Д, управления Упр, вспомогательные Всп.
Установочными (наладочными) называют движения заготовки и инструмента для перемещения их в относительное положение для формообразования Примером установочного движения - поперечное движение Уст (П) резца для установления его в положение, позволяющее получить круговой цилиндр требуемого диаметра Д (рис. б). Другой пример уст дв. – врезание (резца, напр.).
а) б)
Делительными называют движения, необходимые для обеспечения равномерного расположения на заготовке одинаковых образуемых поверхностей.
Движением деления будет движение Д (В) поворота дисковой фрезы на угол α при затыловании ее зубьев (рис. в). Делительные движения могут быть периодическими или непрерывными, что зависит в основном от конструкции режущего инструмента.
 К вспомогательным движениям относятся движения, обеспечивающие установку, зажим, освобождение, смазывание, удаление стружки, правку инструмента и т. п.
К вспомогательным движениям относятся движения, обеспечивающие установку, зажим, освобождение, смазывание, удаление стружки, правку инструмента и т. п.
К движениям управления относят те, которые совершают органы управления, регулирования и координирования всех других исполнительных движений станка. К таким органам относятся муфты, реверсирующие устройства, кулачки,
|
|
|
в) ограничители кода и др.
Для станка важны движения формообразования, установочные (врезания) и деления.
Любое исполнительное движение в станке характеризуется пятью пространствен-ными параметрами: траекторией, скоростью, направлением, путем и исходной точкой. Наиболее важными параметрами любого движения являются траектория и скорость.
С точки зрения устройства станочное оборудование изучают с помощью:
- структурных схем (= схема кинематической структуры);
- кинематических схем.
Структурная схема
Каждое исполнительное движение в станках осуществляется кинематической группой. Под кинематической группой станка понимают:
- источник движения исполнительного органа;
- кинематические связи;
- органы настроек, обеспечивающих требуемые параметры движения.
Кинематическая группа имеет название аналогично названию создаваемого ею исполнительного движения. Например, группу, создающую формообразующее движение, называют формообразующей группой и т.п.
1)Под исполнительными органами понимают подвижные конечные звенья кинематической группы, непосредственно участвующие в образовании траектории исполнительного движения. Исполнительные органы, осуществляющие абсолютное или относительное движение заготовки или режущего инструмента в процессе формообразования, называют рабочими. Например, рабочими органами являются такие звенья станка, как стол, шпиндель, суппорт, ползун и т.п.
В большинстве случаев исполнительные органы совершают вращательное или прямолинейное движение, т.е. являются подвижными звеньями вращательной или поступательной исполнительной кинематической пары, Рис.3.3.
а) вращательная б) поступательная
Рис. 3.3. Изображение на структурных схемах исполнительных кинематических пар
а)вращательной; б) поступательной.
По числу исполнительных органов кинематические группы делятся на простые и сложные. Простые кинематические группы имеют один исполнительный орган, а сложные – два и более.
2) Любая кинематическая группа включает в себя два качественно различных вида кинематической связи – внутреннюю и внешнюю. Кинематическая связь в станках – это связь между звеньями или исполнительными органами станка, которая накладывает условия ограничения, не позволяющие занимать произвольные положения в пространстве относительно друг друга и иметь произвольные скорости.
|
|
|
Под внутренней кинематической связью группы понимают совокупность кинематических звеньев и их соединений, обеспечивающих качественную характеристику движения, т.е. его траекторию. Внутренняя кинематическая связь определяет характер исполнительного движения. Скорость последнего такой связью не определяется (Рис.3.4 а)).
Под внешней кинематической связью группы понимают совокупность кинематических звеньев и их соединений, обеспечивающих количественные
характеристики движения, т.е. его скорость, направление, путь и исходную точку.
Внешняя кинематическая связь предназначена для передачи энергии от источника движения (обозначается М в кружке) во внутреннюю связь группы (Рис. 3.4 б)).
Внешняя кинематическая связь (рис.3.4,б) — это связь между подвижным исполнительным звеном (шпинделем 1) и источником движения (электродвигателем 3). Связь осуществляется несколькими звеньями, и при помощи органа настройки iv, производится кинематическая настройка на заданную скорость исполнительного движения при неизменной скорости электродвигателя.
3) Для изменения и регулирования параметров движения в станках используют специальные устройства, которые в общем случае называются органами настройки. Органы настройки таких параметров движения, как траектория, скорость и иногда путь, на структурных схемах обозначают знаком  с буквой i, а органы настройки направления движения – знаком
с буквой i, а органы настройки направления движения – знаком  . Заштрихованная часть знака
. Заштрихованная часть знака  (Рис.3.4 в), штриховой указаны промежуточные звенья кинематических связей, ромб-орган настройки) указывает на фактическое направление передачи движения через орган настройки. На рис.3.4 г) указана группа, обеспечивающая сложное движение (В1В2) и имеющая два исполнительных органа I и II, содержит в своей структуре, как минимум, одну внутреннюю кинематическую цепь 1-4-2 между исполнительными органами.
(Рис.3.4 в), штриховой указаны промежуточные звенья кинематических связей, ромб-орган настройки) указывает на фактическое направление передачи движения через орган настройки. На рис.3.4 г) указана группа, обеспечивающая сложное движение (В1В2) и имеющая два исполнительных органа I и II, содержит в своей структуре, как минимум, одну внутреннюю кинематическую цепь 1-4-2 между исполнительными органами.
|
|
|
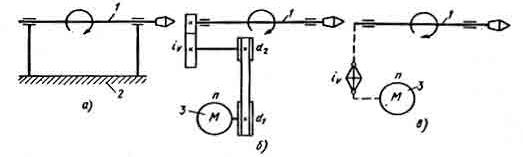
 Рис. 3.4. Кинематические связи: а) внутрен-няя кинематичекая связь простого исполни-тельного движения (вращение, 1-шпиндель, 2-бабка токарного станка); б) внешняя кинемати-ческая связь; в) эквивалентная схема б), но с ромбом (исполнительным органом); г) внешняя кин. связь М-4, внутренняя 1-2-4, два исполнительных органа-I, II, заштрих. ромбы-фактическое направление передачи движения через орган настройки. В-обозначение движе-ния (если Ф-дв. формообразования, Ф(В)-движение формооб. вращением, Ф(П)- движение формооб. прямолинейное, П-движение подачи; В-дв. врезания, деления и т. п. (т.е. установочные)).
Рис. 3.4. Кинематические связи: а) внутрен-няя кинематичекая связь простого исполни-тельного движения (вращение, 1-шпиндель, 2-бабка токарного станка); б) внешняя кинемати-ческая связь; в) эквивалентная схема б), но с ромбом (исполнительным органом); г) внешняя кин. связь М-4, внутренняя 1-2-4, два исполнительных органа-I, II, заштрих. ромбы-фактическое направление передачи движения через орган настройки. В-обозначение движе-ния (если Ф-дв. формообразования, Ф(В)-движение формооб. вращением, Ф(П)- движение формооб. прямолинейное, П-движение подачи; В-дв. врезания, деления и т. п. (т.е. установочные)).
Органы настройки, регулирующие количественные характеристики движения, т.е. изменяющие скорость, направление, путь и исходную точку, всегда располагают во внешней связи кинематической группы (в цепи между источником движения и внутренней кинематической связью группы). Органы настройки, регулирующие качественную характеристику движения, т.е. его траекторию, располагают только во внутренней кинематической связи группы. Органами настройки могут быть сменные зубчатые колеса (механизм гитары), сменные шкивы, коробки скоростей и подач.
Кинематическая структура станков - это совокупность соединений кинематических групп разными способами. Любое соединение двух кинематических групп осуществляется специальными дополнительными устройствами, такими, как суммирующие механизмы, реверсы, муфты и т.д.
С учетом формообразующей части станка все многообразие кинематических структур металлорежущих станков можно разделить на три класса.
- класс элементарных структур Э, (только простые группы формообразования);
- класс сложных структур С, (только сложные группы формообразования);
-класс комбинированных структур К, (одновременно и простые и сложные группы формообразования).
Каждый класс содержит определенное число типовых кинематических структур станков, которые можно условно записать буквой с последующими двумя цифрами. Буква указывает на класс, первая цифра – на число формообразующих групп, вторая цифра – на суммарное число простых вращательных и прямолинейных движений, составляющих все формообразующие движения станка. Например, запись К24 означает, что станок имеет комбинированную структуру, две группы формообразования с четырьмя простыми движениями.
Максимально возможное число групп формообразования в структуре станка равно трем.
 Кинематические схемы станков.
Кинематические схемы станков.
(не путать со структурными)
Чаще кинематичекие связи в станках отображают под другим углом зрения - в виде кинематических схем, отражающих передачу движений кинематическими цепями. Т.е. кинематическая схема станка состоит из отдельных кинематических цепей
Под кинематической цепью станка понимают совокупность ряда передач (кинематических пар), обеспечивающих передачу движений от начального звена (источника движения) к конечному (исполнительный механизм), например, от электродвигателя к шпинделю.
Кинематические цепи состоят из отдельных элементов, называемых звеньями. Два взаимодействующих между собой звена составляют кинематическую пару или передачу. Передачи передают движение от одного звена к другому или преобразуют одно движение в другое, например, вращательное в поступательное.
Если два звена соединены между собой и допускают относительное движение, то такая пара называется кинематической.
Таким образом, кинематической схемой называется условное изображение совокупности кинематических цепей станка в одной плоскости при помощи условных обозначений. Кинематическую схему изображают в произвольном масштабе, но она должна быть вписана в контуры основной проекции станка.
На кинематической схеме указывают числа зубьев колес, числа заходов червяков, шаг ходовых винтов, диаметры шкивов, мощность и частоту вращения двигателя. Валы обозначают римскими цифрами.
Каждый вид передаваемого движения окрашивается в определенный цвет. Например:
Синий - главное движение Коричневый - движение подач
Красный - вспомогательное движение Зелёный - другие движения
Цвет может быть разный, важно, чтобы внутри одной кинематической цепи он был один и тот же.
Для изображения элементов кинематических схем пользуются условными обозначениями по ГОСТ 2.770-68.
В передаче элемент, передающий движение, называется ведущим, а получающий дви-жение – ведомым. Основным параметром передачи является передаточное отношение (i), которое показывает во сколько раз частота вращения ведомого элемента (n2) больше или меньше частоты вращения ведущего элемента (n1):
i = n2/n1.
Передаточное отношение кинематической цепи равно произведению передаточных отношений всех последовательно соединённых передач, составляющих данную цепь:
iц = i1 . i2 . i3 . … . in.
Наиболее часто применяются шесть типов передач, комбинации которых позволяют создать самые разнообразные машины и механизмы, в т.ч. в станки, – ремённые, цепные, зубчатые с цилиндрическими (оси параллельны) и коническими (оси перпендикулярны) колесами, червячные, реечные и винтовые (рис. 3.5).
Рис 3.5. Основные типы передач металлорежущих станков: а – ременная; б – цепная;
в, г – зубчатые; д – червячная; е – реечная; ж – винтовая
|
|
|
|
|
Дата добавления: 2015-06-30; Просмотров: 1460; Нарушение авторских прав?; Мы поможем в написании вашей работы!