КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварка металла c защитным алюминиево-кремниевым покрытием
|
|
|
|
Технология контактной точечной сварки деталей с защитными покрытиями.
Сварка оцинкованной стали. Цинковое покрытие предохраняет пов-ть стали от электрохим-й коррозии на длит-е время. Сущ-т много способов нанесения защитных покрытий на основе цинка: - горячим способом; - электролитич-м способом;- напылением;- в порошковых смесях; - холодное цинкование с использованием цинконаполненных лакокрасочных покрытий.
При сварке сталей с цинковыми покрытиями прим-т повышенные величины тока и времени его протекания, повышенные усилия сжатия. Процесс контактной точечной сварки оцинков-х сталей приводит к ухудшению антикор-х св-в покрытия в зоне св-ки.
Сварка освинцованной стали. Этот мат-л прим-ся при изгот-и емкостей для хранения горючего. Сталь имеет покрытие, содержащее от 12 до 25% олова (остальное свинец). Олово добавляется для улучшения смачиваемости стали при нанесении покрытия. PbSn покрытие им-т низкую т-у плавления и прилипает к пов-ти эл-да легче, чем цинковое покрытие. В контакте электрод-деталь покрытие разруш-ся. В зоне между св-ми листами условия для коррозии отсутствуют. При выборе парам-ров режима сварки надо ориентир-ся на жесткие режимы с прим-ем с рабочей стороны изделия электрода с увеличенной контактной поверхностью.
При вып-и св-х соед-й происходит повышенный массоперенос металла покрытия на пов-ть эл-дов и образование под воздействием высоких т-р интерметаллидов на контактной пов-ти эл-дов. Вследствие этого изменяется форма рабочей пов-ти эл-ов. Увел-ся площадь контакта деталь-деталь, снижается давление на единицу поверхности. Уменьшаются размеры литого ядра, возможно появление полного непровара и нарушение герметичности.
Сварка металла, покрытого композитными защитными покрытиями. Наиболее широко распространена сталь «цинкрометалл». Покрытие ее состоит из: Эпоксида + цинк (порошок). Материал обладает хорошими антикоррозионными свойствами и применяется в автомобиле- и с/х машиностроении.
Сварку осуществляют двумя импульсами тока. Первый импульс небольшой величины расплавляет цинкромет и под действием усилия сжатия происходит его удаление из зоны контакта деталь - деталь и электрод-деталь. Второй, сварочный импульс, пропускают для образования сварной точки. В процессе сварки изменяется форма рабочей части электродов, увеличивается их контактная поверхность, что приводит к уменьшению плотности тока и снижению диаметра сварной точки. Дым, выделяющийся в результате сгорания эпоксидной составляющей слоя покрытия, необходимо отсасывать через соответствующее устройство.
В автомобилестроении, сельхозмашиностроении и строительстве применяется покрытие из алюминиевого-цинкового сплава, получаемое путем непрерывного нанесением покрытия погружением в горячую ванну с расплавом. Это покрытие из сплава алюминия и цинка объединяет лучшие их свойства - долговечность в морских и индустриальных атмосферах, а также устойчивость при высокотемпературном окислении алюминия. Типичный состав покрытия – примерно 55 % алюминия, 1,5 % кремния, остальное – цинк.
Параметры режима точечной сварки листов с AlZn покрытием аналогичны параметрам режима сварки оцинкованной стали.
21.Технология контактной стыковой сварки сопротивлением.
Стыковая сварка сопротивлением прм-ся для деталей небольшого сечения сталей до 300мм^2 и алюминия или меди до 100мм
Применяется в кабельном про-ве, получение прутков проволоки из трудносвариваемых материалов
 Технология сварки
Технология сварки 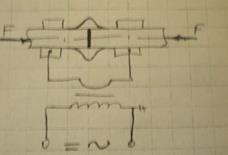
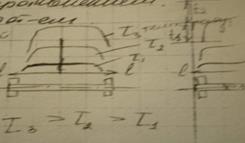
В зоне контакта выделяется повышенное кол-во тепла
при стыковой сварке сопрот-ем tсв<Tпл
Характерно: 1)Образование физ.контакта; 2)активация контактных пов-тей; 3)Объёмное взаим-е. Для св-ки разнород-х металлов:1)Образ-е физ.контакта;2)активация контакт-х пов-тей.
так как в стыке остаются плёнки-соед-е непрочное
Циклограмма процесса
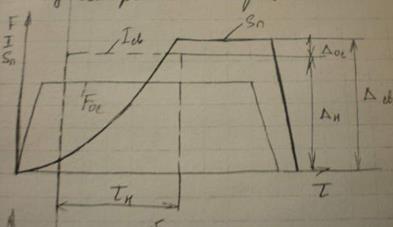
Sn-передвижение подвижной плиты
Fосадки-усилие осадки
∆ос-припуск на осадку
∆н-припуск на нагрев
∆св-суммарный припуск на сварку
Fн-усилие нагрева.
При сварке W и Mo

Основные параметры режима СС сопротивлением
1)величина тока сварочного
2)Время нагрева
3)Начальное усилие сжатия
4)Усилие осадки
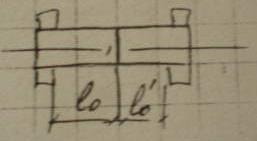
5)Установочная длина lo(длина выступающей части)
6)Припуск на сварку
Если свариваются однородные металлы, то lo=l’o
R=ρт*l/S
если разнородные металлы, то lo≠ l’o
Подготовка деталей к сварке
При подготовке деталей нужно учитывать что обе детали имеют одинаковые условия для протекания пластической деформации
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 891; Нарушение авторских прав?; Мы поможем в написании вашей работы!