КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности технологии контактной точечной сварки алюминиевых и магниевых сплавов
|
|
|
|
Алюминиевые и магниевые сплавы характеризуются малым ρ о, большой λ и высоким коэффициентом линейного расширения а. Поверхность алюминиевых сплавов покрыта тугоплавкой пленкой окислов, которую перед сваркой необходимо удалять. Сварку выполняют на жестких режимах электродами со сферической поверхностью. Применяется циклограмма с повышенным ковочным усилием (см. рис. 3.4, б).
Магниевые сплавы чувствительны к массопереносу в контакте электрод-деталь, что вызывает необходимость частой зачистки электродов.
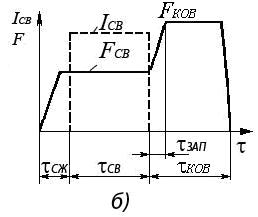
Рис. 3.4. Циклограммы процессов точечной сварки:
б – с повышенным ковочным усилием;
15.Контактная точечная и шовная сварка деталей неравной толщины.
При точечной сварке деталей равной толщины из одноименных металлов одинаковыми эл-ми условия тепловыделения и теплоотвода в обеих деталях одинаковы. Плоскость теплового равновесия совпадает с пл-ю св-го контакта. Поэтому именно в контакте деталь-деталь и возникает симметричное литое ядро.
При сварке на мягком режиме изотерма плавления зарождается в плоскости теплового равновесия, т.е. в центре сечения пакета, а затем распростр-ся во все стороны (рис. 3.12, а). Изотерма плавления лишь в конце времени протекания св-го тока захватывает тонкую деталь. Этот процесс сварки хар-ся большим объемом жидкого металла толстой детали, усиленной деформацией тонкой детали и повышенным износом электродов.
При жестком режиме ядро сварной точки образ-ся в зоне контакта деталь-деталь, а затем смещается в сторону толстой детали (рис. 3.12, б).
Для обеспеч-я проплавления тонкой детали сущ-т много способов. Все они основаны на искусственном сближении пл-ти деталь-деталь с пл-ю теплового равновесия, т.е. на мак-но возможном уменьшении величины e.
При св-ке на мягких режимах осн-м направлением решения этой проблемы является уменьшение отвода теплоты от тонкой детали. Этого можно добиться след-ми способами:1. Размещением со стороны тонкой детали электрода с меньшей контактной поверхностью и меньшей теплопров-ю. 2. Размещением между эл-м и тонкой деталью съемного теплового экрана из металла с меньшей теплопроводностью в виде ленты толщиной 0,05…0,2 мм (рис. 3.13, а).
Тепловой экран аккумулирует теплоту в тонкой детали, являясь доп-м источником теплоты. Комбинируя химический состав и толщину ленты, плоскость теплового равновесия сдвигают к тонкой детали и добиваются ее устойчивого проплавления.
При сварке на жестких режимах решением проблемы является увеличение тепловыделения в тонкой детали, а также в контакте деталь-деталь. Для этого используют следующие способы, которые ограничивают площадь контакта электрод - тонкая деталь: 1. Применением рельефно-точечной сварки. Рельеф располагают преимущественно на толстой детали. 2. Повышением плотности тока в тонкой детали путем применения: а) специального электрода с кольцом из сплава с малой проводимостью; б) небольшой центральной вставки из сплава с повышенной электрической проводимостью.
При сварке как на жестких, так и на мягких режимах эффективным является способ сварки с дополнительным кольцевым обжатием тонкой детали (рис. 3.13, б).
Общее сварочное усилие F св разделяется на два составляющих усилия: F св - прикладываемое к токоподводящему электроду, и F обж - прикладываемое к кольцевому пуансону из легированной стали или бронзы. F 3 = F св+ F обж. При сварке на жестких режимах из-за меньшей контактной поверхности электрода со стороны тонкой детали повышается плотность тока в этой детали и растет глубина проплавления. При использовании мягких режимов глубина проплавления тонкой детали достигается за счет снижения F св и связанного с этим существенного уменьшения отвода теплоты от тонкой детали.
Применение кольцевого пуансона исключает деформацию тонкой детали, способствует снижению остаточных напряжений в околоточечной зоне и повышению циклической прочности соединений. Кроме того, этот способ почти полностью исключает выплески расплавленного металла.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 848; Нарушение авторских прав?; Мы поможем в написании вашей работы!