КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные параметры режима контактной точечной сварки, их влияние на размеры и прочность соединений
|
|
|
|
Осн-ми парам-ми режима точечной сварки являются: - величина сварочного тока I св.;- время протекания св-го тока τ св.; - св-е усилие F св;- ковочное усилие F ков.;- время приложения ков-го усилия τ ков.; - время запаздывания τ зап.; - ф-ма и размеры эл-дов.
Параметры режима сварки можно опр-ть расчетом, расчетно-эксперим-м методом и эксперим-но. Св-ка может осущ-ся эл-дами с плоскими или сферич-ми рабочими пов-ми. Выбор размеров раб-ей пов-ти производ-ся, исходя из следующих соотношений: d э = (0,9…1,2) d я; R э = (15…20) d я. Увел-е d э и R э эл-дов вызывает увел-е площади контактов эл-д-деталь и д-деталь, что приводит к снижению d я и прочности соед-й.
С увел-ем I св и τ св кол-во выделившейся при сварке теплоты возрастает, в связи с чем размеры и прочность соед-й увел-ся. При чрезмерном увел-и I св и τ св возможны перегрев, образов-е точки большого размера, конечные внутренние и наружные выплески. При этом значит-но растут вмятины от эл-дов и снижается прочн-ть точки.
С увеличением F св площади контактов электрод-деталь и деталь-деталь возрастают, что снижает интенсивность тепловыделения и увеличивает отвод теплоты из зоны сварки. Поэтому при постоянстве остальных параметров режима увеличение F св приводит к уменьшению d я и прочности соединений, а снижение F св – к увеличению d я. Рост d я и прочности соединений при увеличении I св и τ св и снижении F св ограничивают из-за появления выплесков расплавленного металла.
В процессе эксплуатации конструкций, выполненных точечной сваркой, установлено, что усталостная трещина в подавляющем большинстве случаев зарождается на внутр-й пов-ти свариваемых деталей у границы литого ядра точки.
|
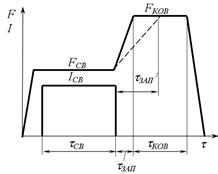
| Рис. 3.6. Циклограмма процесса св-ки с повыш-м ковочным усилием |
Чтобы уменьшить скорость зарождения и распростр-я усталостной трещины, необх-мо в околоточечной зоне снизить величину растяг-х остат-х напряж-й. Для этого при сварке многих материалов рекомендуется сварка с увелич-м ковочным усилием (рис. 3.6). Обычно F ков = (2…3) F св..
Длит-ть приложения ковочного усилия τ ков должна быть достат-й для перераспред-я остат-х напряжений.
При сварке низкоуглеродистых сталей толщиной свыше 2+2 мм время запаздывания приложения усилия проковки τ зап, отсчитываемое от момента выключения сварочного тока до момента достижения максимального значения усилия проковки, может быть определено по выражению:  ; При сварке низкоуглерод-х сталей миним-е время проковки должно составлять:
; При сварке низкоуглерод-х сталей миним-е время проковки должно составлять:  ;
;  ; где d я – диаметр литого ядра, мм.
; где d я – диаметр литого ядра, мм.
При выполнении перечисленных выше мероприятий обеспечивается снижение уровня остаточных напряжений.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 520; Нарушение авторских прав?; Мы поможем в написании вашей работы!