КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электрическое сопротивление контактов и его влияние на нагрев при контактной сварке. r-u характеристики свариваемых контактов
|
|
|
|
Под контактными сопротивлениями при различных способах контактной сварки понимают сопротивления, сосредоточенные в узкой области контактов деталь-деталь (r дд) и электрод-деталь (r эд).
Наличие контактных сопротивлений можно обнаружить, если через металлические детали, сжатие усилием F, пропустить небольшой ток I и измерить падения напряжений на участках равной длины в области контакта и на самих деталях (рис. 2.3) При этом ∆U дд > ∆U д. Сопротивление контакта деталь-деталь будет равно
r дд =∆U дд / I.
При холодных деталях (перед началом сварки) r дд обычно составляет значительную долю от r ээ.
Наличие контактных сопротивлений связано с ограниченностью площади контакта из-за шероховатости поверхностей деталей и электродов, наличием оксидных пленок, адсорбированной влаги, масел, пыли, продуктов коррозии.
Влияние состояния поверхности на сопротивление r ДД и r эд очень велико. В табл. 2.1 приведены результаты измерений контактных сопротивлений двух различно обработанных пластин из низкоуглеродистой стали толщиной 3 мм, сжатых электродами с усилием 2000Н (диаметр контактной поверхности электродов 10 мм).
Контактное сопротивление уменьшается при росте усилия сжатия. Это вызвано увеличением фактической площади контакта за счёт смятия микровыступов, увеличения их числа, разрушения поверхностных пленок и удаления неэлектропроводных поверхностных образований.
Зависимость контактных сопротивлений холодных деталей от усилия сжатия F иногда оценивают по эмпирической зависимости
r дд = r дд о / F α,
где r дд о - постоянный коэффициент, равный для стали (5…6)×10ˉ³ и алюминиевых сплавов (1..2)×10ˉ³; α - показатель степени, равный для стали 0,7 и алюминиевых сплавов 0,8.
После включения сварочного тока микроконтакты быстро нагреваются, снижается предел текучести металлов и происходит их пластическая деформация, разрушаются оксидные плёнки и при определенных температурах, характерных для данного металла, r ээ резко снижается (r дд практически до нуля).
Экспериментально показано, что доля теплоты, выделяемой при точечной сварке на сопротивлении r дд, обычно не превышает 5 % общей энергии, генерируемой в зоне сварки. При стыковой сварке сопротивлением доля теплоты, выделяемой на сопротивлении r дд, не превышает 10…15 %. Таким образом, сопротивление контакта не играет существенной роли в общем балансе тепла, выделяемого в зоне сварки (кроме сварки оплавлением). Однако оно может заметно влиять на распределение теплоты в свариваемых деталях. Ведь в зоне контакта, сопротивление которого быстро падает до нуля, появляется тонкий слой сильно нагретого металла с высоким удельным сопротивлением. При дальнейшем протекании тока наблюдается местное тепловыделение в зоне указанного слоя металла, нагретого до более высокой температуры. Таким образом, контактное сопротивление играет роль концентратора теплоты. Влияние этого концентратора на температурное поле видно при сопоставлении кривых распределения температуры в нагреваемом током стержне без контакта (рис. 2.4, а) и с контактом по середине (рис. 2.4, б) в различные моменты времени (τ4 > τ3 >τ2> τ1).
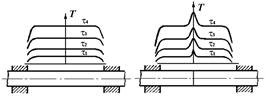
а) б)
Рис. 2.4. Влияние концентратора теплоты на температурное поле при нагреве током: а - стержня без контакта; б - с контактом по середине
Зависимость сопротивления контакта r к от падения напряжения на нем называется r-u характеристикой. r-u характеристика может быть легко получена экспериментально. Для этого необходимо в процессе протекания сварки измерять ток i св и величины падения напряжений на контакте u к. Сопротивление контакта в разные промежутки времени прохождения сварочного тока определяется по закону Ома.
|
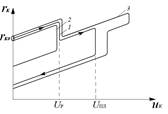
| Рис. 2.7. r-u характеристики свариваемых контактов |
На рис. 2.7 представлены три типичные r-u характеристики свариваемого контакта, характерные для контактной точечной и рельефной сварки. В момент времени τ св = 0, т.е. перед пропусканием сварочного тока, начальное холодное сопротивление контакта деталь-деталь равно r к о . При включении сварочного тока начинают расти и напряжение на контакте, и его температура. При увеличении температуры металла в зоне контакта деталь-деталь его сопротивление растет. Увеличение r к мы и наблюдаем в начале процесса сварки. r к растёт до момента достижения в контакте напряжения U р, которое называют напряжением размягчения.Этому напряжению соответствует температура, которая называется температурой размягчения Т р. Для сталей Т р = 600...700 ºС, для алюминиевых сплавов 400 …450 ºС.
При напряжении на контакте, равном U p (см. рис. 2.7), наблюдается резкое снижение r к из-за увеличения фактической площади контакта.
При дальнейшем протекании сварочного тока в течение небольшого промежутка времени снова наблюдается рост u к. При достижении в контакте падения напряжения, равного напряжению U пл, в зоне сварки появляются расплавленный металл и начинается рост зоны расплавления (см. рис. 2.7, кривая 1). Одновременно наблюдается еще одно снижение r к.. Напряжение U пл, при котором наблюдается второе снижение r к, называется напряжением плавления. Кривая 1 соответствует такому процессу точечной и рельефной сварки, при котором в зоне соединения образуется зона расплавления (сварная точка). Если процесс сварки идет в соответствии с кривой 2, то в зоне свариваемого контакта достигается лишь температура размягчения Т р, плавления металла не происходит, соединение образуется в твердой фазе, без образования расплавленного ядра. При ходе процесса сварки в соответствии с кривой 3 в зоне контакта наблюдается перегрев. Металл нагревается до температуры выше Т пл. Падение напряжения на свариваемом контакте значительно превышает напряжение плавления U пли происходит выплеск расплавленного металла.
Напряжения размягчения и плавления являются характеристиками свариваемых материалов. Значения этих характерных напряжений для некоторых материалов приведены в таблице 2.5.
На практике величина напряжения U пл используется в системах автоматического регулирования процессов точечной и рельефной сварки. Величина U пл на свариваемом контакте поддерживается автоматическим регулятором. Если напряжение на свариваемом контакте ниже заданного, регулятор увеличивает ток, если выше - уменьшает.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 2421; Нарушение авторских прав?; Мы поможем в написании вашей работы!