КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные циклограммы процессов контактной точечной сварки. Этапы образования соединений при точечной сварке
|
|
|
|
Точечная сварка имеет ряд особенностей: высокое давление в зоне соединения и возможность его изменения в процессе протекания сварочного тока и проковки, интенсивное перемешивание расплавленного металла, кратковременность нагрева и охлаждения, возможность предварительного и повторного нагрева в процессе цикла сварки, отсутствие окисления нагретого металла, возможность регулирования скорости нагрева и охлаждения, полная автоматизация процесса и др. 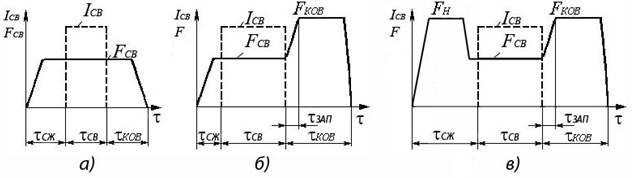
а – с пост-м усилием сжатия; б – с повыш-м ковочным усилием; в – с предварительным сжатием и ковочным усилием
Для устранения зазоров и предупреждения нач-х выплесков, а также при св-ке с предварит-но нанесенным жидким покрытием прим-т циклограмму в (рис. 3.4, в).
В некоторых случаях применяют многоимпульсную сварку. При этом сварочное и ковочное усилия могут прикладываться в соответствии с циклограммами, представленными на рис. 3.4.

Рис. 2.21. Этапы формирования соединений при точечной сварке
Значительное влияние на характер упругопластического деформирования деталей и образования вмятин при точечной сварке оказывает величина усилия сжатия F св. При увеличении F св, а также при использовании повышенных усилий проковки глубина вмятин растет. На рисунке 2.24 представлены расчетные графики перемещения верхнего электрода при приложении различных по величине усилий F св, свидетельствующие о значительном росте вмятины при увеличении F СВ. Если при приложении к электродам F св = 2500 Н электрод внедрился в деталь на глубину 0,15 мм, то при F св = 3900 Н – на 0,25 мм, а при F св = 5300 Н – на 0,33 мм. Следовательно, для уменьшения глубины вмятины нужно обеспечить максимально возможное снижение усилия F св, при котором не возникают начальные выплески расплавленного металла. Глубина вмятин значительно снижается при интенсивном охлаждении электродов и применении со стороны лицевой поверхности электродов с увеличенной контактной поверхностью.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 1239; Нарушение авторских прав?; Мы поможем в написании вашей работы!