КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Термическая. Для заготовок из проката – разрезание проката, для поковок - штамповка
|
|
|
|
Заготовительная
Для заготовок из проката – разрезание проката, для поковок - штамповка. Штампованные заготовки целесообразно выполнять с прошитыми отверстиями, если их диаметр более 30 мм и длина не более трёх диаметров (ГОСТ 7505-89).
Заготовки из чугуна и цветных сплавов (иногда из сталей) получают литьём.
Выполняется нормализация или улучшение, реже отжиг.
Нормализация повышает обрабатываемость, снижает внутренние напряжения. Она рекомендуется для низкоуглеродистых сталей, обеспечивая твердость НВ 187…229.
Улучшение (твердость НВ 225…302) производят для высокоуглеродистых и легированных сталей (сталь 45, 40Х) часто после черновой обработки.
015 Токарная (черновая)
Обтачиваются поверхности заготовки с одной стороны. При выборе стороны заготовки учитывается ее форма, размеры отдельных поверхностей, размерные цепи и др.
Обычно технологическими базами являются наружная чёрная поверхность обода и торец, противолежащий ступице. Заготовка закрепляется в кулачках токарного патрона.
Точить торец обода и торец ступицы с одной стороны, точить наружную поверхность обода до кулачков патрона (при значительной его длине), расточить или зенкеровать отверстие (или сверлить и расточить (зенкеровать) при отсутствии отверстия в исходной заготовке), точить наружную поверхность ступицы, точить фаски (рис. 4.2).
Оборудование:
· единичное производство – токарно-винторезный станок;
· мелко- и среднесерийное – токарно-револьверный, токарный с ЧПУ;
· крупносерийное и массовое – одношпиндельный или многошпиндельный токарный полуавтомат (для заготовок из прутка – прутковый автомат).
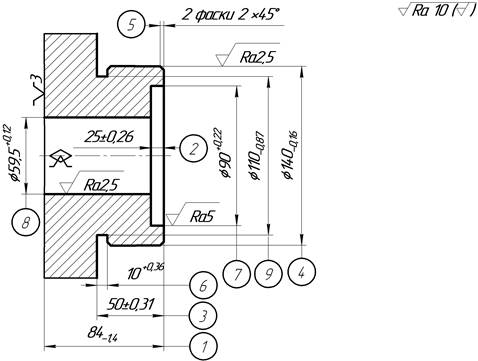
Рис. 4.2. Операционный эскиз токарной операции
020 Токарная (черновая)
Обтачивается вторая сторона заготовки.
Обрабатывается базовый торец обода (противолежащий ступице) начерно, наружная поверхность обода (или ее оставшаяся часть) начерно, растачивается отверстие под шлифование, снимаются фаски.
Технологические базы – обработанные поверхности ступицы (или обода) и большего торца (со стороны ступицы). Оборудование – то же (см. опер. № 015).
025 Протяжная (долбёжная)
Протянуть (долбить в единичном и часто в мелкосерийном производстве) шпоночный паз или шлицевое отверстие (рис. 4.3).
Технологические базы – торец обода колеса и центральное отверстие. Для обеспечения ориентации шпоночной протяжки относительно центрального отверстия используют адаптер.
Оборудование – горизонтально - или вертикально протяжные или долбёжные станки.
Применяются варианты чистового протягивания отверстия на подобной операции вместо его чистового растачивания на предыдущей операции.
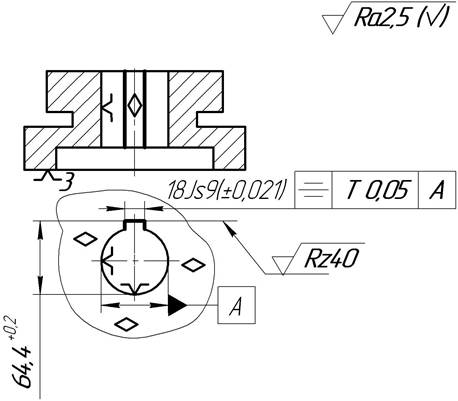
Рис. 4. 3.Операционный эскиз вертикально-протяжной операции
030 Токарная (чистовая)
Чистовая токарная обработка не производится, если требования к точности на предыдущих токарных операциях полностью выполнены. Необходимость данной операции обычно вызывается высокими требованиями к точности отдельных размеров, соосности поверхностей вращения колеса, а также шероховатости поверхностей, если эти требования по каким-то причинам не могут быть выполнены на предыдущих токарных операциях.
Обтачиваются базовый торец обода и противолежащие торцы, наружная поверхность венца начисто. Технологическая база – поверхность отверстия (реализуется, например, напрессовыванием заготовки на оправку, при этом осевое положение заготовки на оправке фиксируется путём применения подкладных колец).
Оборудование – токарно-винторезный (единичное производство), токарно-револьверный или токарный с ЧПУ (серийное), токарный многорезцовый полуавтомат (крупносерийное и массовое).
Количество токарных операций может быть увеличено при большом числе технологических переходов, например, если их не удается выполнить на предыдущих операциях, при ограниченных возможностях используемого оборудования, при низкой технологичности размерной цепи и др.
035 Зубофрезерная (зубодолбежная)
Фрезеруют зубья (рис. 4.4) прямозубых и косозубых зубчатых колес предварительно червячными фрезами методом обкатывания (обеспечивается 8…9-ая степень точности, шероховатость поверхности Rz = 20…40 мкм) [12, с. 97…102; 13, c. 118…119; 16, с. 71…90]. При зубофрезеровании зубчатых колес большого модуля (m > 8 мм) сначала удаляется материал впадины, равный 0,6…0,7, а затем 0,4…0,3 высоты зуба. Червячные фрезы классов А, АА, ААА (ГОСТ 9324-80) обычно изготовляют из быстрорежущих сталей, существенно реже – из твердых сплавов (например, для зубофрезерования заготовок после закалки с твердостью зубьев HRC < 48, чистовое зубофрезерование).
Для обеспечения 6…7 степени точности выполняют черновое и чистовое зубофрезерование.
Используются зубофрезерные и шлице-зубофрезерные станки типа 53А30П, 5А326, 5Д312, 53А50, 53А11, ВСН-620 СNС2, ВС-Б35ПФ2-02, 53В30П и др. Зубофрезерование на современных станках-полуавтоматах выполняют, совмещая в одной операции черновой и чистовой технологические переходы и выполняя их последовательно за один установ.
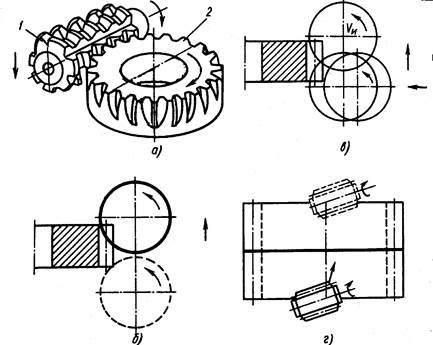
Рис. 4.4. Схемы зубофрезерования червячной фрезой: а) – общий вид; б) – с осевым движением подачи; в) – с радиально-осевой подачей; г) – с диагональной подачей: 1 – червячная фреза; 2 – заготовка зубчатого колеса
Для обработки зубьев прямозубых и косозубых зубчатых колес малого модуля, зубьев, близко расположенных к буртикам или соседним зубчатым венцам, а также зубчатых колес внутреннего зацепления используют зубодолбление методом обкатывания (рис. 4.5). Обеспечивается 7…8 степень точности, шероховатость Rz = 10…20 мкм. Зубодолбление выполняют на зубодолбежных станках [16, c. 93…94], например мод. 5А122, 5А140П, 5М161, 51А80ПФ2, ВСН-150-2 и др. Используют дисковые, чашечные или хвостовые долбяки (ГОСТ 9323-79). Материал режущей части инструмента - быстрорежущая сталь, редко – твердый сплав.
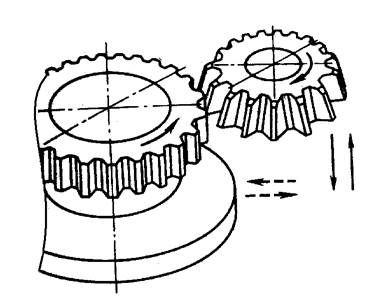
Рис. 4.5. Схема зубодолбления круглым долбяком
Технологические базы – отверстие и торец зубчатого венца (реализуется оправкой и упором в торец). Операционный эскиз зубодолбежной операции представлен на рис. 4.6.
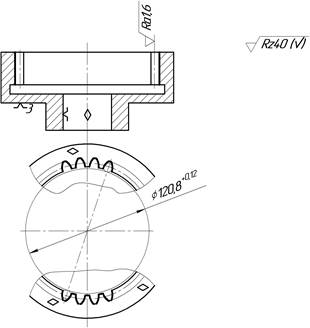
Рис. 4.6. Операционный эскиз зубодолбежной операции
040 Зубофрезерная (чистовая)
Фрезеровать зубья начисто (обеспечивается 6…7-ая степень точности, шероховатость поверхности Rz = 5…20 мкм). Удаляется припуск 0,5…1,5 мм, оставленный после чернового зубофрезерования, Для зубчатых колес с модулем, меньшим 2 мм, используют однократное зубофрезерование.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 1478; Нарушение авторских прав?; Мы поможем в написании вашей работы!