КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
И способов их изготовления
|
|
|
|
Определение вида заготовок
Теория и методические указания
Практическая работа №2
Для основной образовательной программы
« Высшего профессионального образования»
по направлению (специальности) подготовки
« Испытание летательных аппаратов (специальности)»
Разработано:
(Авдошина Н.Н.)
Утверждено
на заседании кафедры
«___»____________ 20г.
Москва - 2011г.
1. Название: «Определение вида заготовок и способов их изготовления. Технико-экономическое обоснование выбора заготовки»
Заполняется только для дисциплин в соответствии с ФГОС ВПО
Целью выполнения лабораторной работы является достижение следующих результатов образования (РО):
знания:
на уровне представлений: … (перечислить)
на уровне воспроизведения: … (перечислить)
на уровне понимания: … (перечислить)
умения:
теоретические (анализировать причины отказов и неисправностей, брака и ошибок)
практические (эффективно использовать методы и средства контроля и диагностирования технического состояния объекта испытания)
навыки: … (перечислить)
Перечисленные РО являются основой для формирования следующих компетенций: (в соответствии с ФГОС ВПО и требованиями к результатам освоения основной образовательной программы (ООП))
общекультурных
ОК-… (наименование)
ОК-… (наименование)
профессиональных
ПК-14 (Способность решения проблем эффективного использования материалов, оборудования, соответствующих алгоритмов и программ расчета параметров процессов испытания)
ПК-17 (Способность развивать творческую инициативу, рационализаторскую и изобретательскую деятельность, внедрять достижения отечественной и зарубежной науки и техники, внедрять эффективные инженерные решения в практику, в том числе составлять математические модели объектов профессиональной деятельности)
Оптимальный метод получения заготовки выбирают, анализируя ряд факторов: материал детали, технические требования на ее изготовление, объем и серийность выпуска, форму поверхностей и размеры деталей. Метод получения заготовки, обеспечивающий технологичность и минимальную себестоимость, считается оптимальным.
Максимально приблизить геометрические формы и размеры заготовки к размерам и форме готовой детали — одна из главных задач в заготовительном производстве. Оптимизируя выбор метода и способа получения заготовки, можно не только снизить затраты на ее изготовление, но и значительно сократить трудоемкость механической обработки. В машиностроении для получения заготовок наиболее широко применяют следующие методы:
• литье; •
обработку металлов давлением;
• сварку;
• комбинации этих методов.
Каждый метод содержит большое число способов получения заготовок. Вид заготовок и способ их изготовления для конкретной детали определяются такими показателями, как: •
материал;
• конструктивная форма;
• серийность производства;
• масса заготовки.
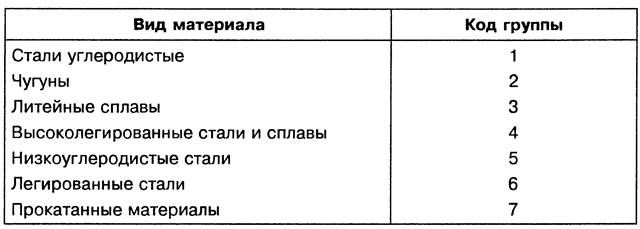
Материал является одним из важных признаков, определяющих метод получения заготовок. Наиболее широко используемые материалы объединены в 7 групп. Код группы определяется по табл. 1.1 на основе данных чертежа детали.
Таблица 1.1 – Классификация материалов по группам
Конструктивные формы деталей общего машиностроения делятся на 14 видов. Соответствующий код выбирается на основе сравнения реальной детали с описанием типовых деталей, представленных в табл. 1.2.
Чтобы найти серийность производства, необходимо знать массу детали (согласно чертежу) и задаться конкретной программой выпуска. Код серийности определяется по табл. 1.3. По массе заготовки сгруппированы в 8 диапазонов, которые выбираются по табл. 1.4 и 1.5.
Для удобства использования в работе по выбору возможных вариантов наиболее часто применяемые способы получения заготовок в машиностроении закодированы в интервале от 1 до 11 и представлены в табл. 1.6.
Таким образом, определив коды по каждому из четырех факторов, составим перечень возможных видов и способов получения заготовок для данной детали согласно табл. 1.7:
1. По коду материала детали находим соответствующие строки таблицы.
2. По коду серийности производства уточняем место строки внутри соответствующего материала.
3. Код конструктивной формы определяет окончательное место строки данных в соответствующем коде серийности.
4. Код массы детали уточняет горизонталь в строке нужного
кода формы детали, которая указывает перечень кодов вида заготовок.
Таблица 1.2 – Конструктивная форма детали
| Основные признаки детали | Код |
| Валы гладкие круглого или квадратного сечения | |
| Валы круглого сечения с одним уступом или фланцем, с буртом или выемкой без центрального отверстия | |
| Детали с цилиндрической, конической, криволинейной и комбинированными формами поверхностей без центрального отверстия и с отверстием, длиной L ≤ 0,5 D | |
| То же, 0,5 < L < 2 D | |
| То же, L > 2 D | |
| Детали с цилиндрической, конусной, криволинейными поверхностями, с гладкой или ступенчатой наружной поверхностью со сквозным или глухим гладким или ступенчатым отверстием | |
| Детали круглые в плане или близкие к этой форме, имеющие гладкую или ступенчатую наружную цилиндрическую поверхность с одно- или двусторонними уступами и ступицами, с центральным отверстием или без него, длиной 0,5 D 0 < L < 2 D 0 | |
| Детали сложной пространственной формы | |
| Детали с удлиненной, прямолинейной, изогнутой осью и пересекающимися главными осями | |
| Продолжение таблицы 1.2 | |
| Корпусные детали, имеющие сочетания призматической, цилиндрической и других форм наружной поверхности с наличием базовых отверстий и установочных плоскостей, с полостью и без нее, имеющие на поверхности ребра, углубления, выступы, бобышки и отверстия | |
| Детали с призматической, цилиндрической или с сочетанием криволинейной или призматической форм наружных поверхностей с привалочной поверхностью в виде прямоугольных, круглых фланцев, имеющие ребра, углубления, выступы | |
Коробчатые разъемные корпусы с установочной поверхностью II и  относительно плоскости разъема, имеющие одну и более
базовых поверхностей, а также ребра, углубления, выступы
относительно плоскости разъема, имеющие одну и более
базовых поверхностей, а также ребра, углубления, выступы
| |
| Детали простой конфигурации, ограниченные гладкими и ступенчатыми, плоскими, цилиндрическими и комбинированными поверхностями с наличием ребер, буртов, бобышек, фланцев и отверстий | |
| Тонкостенные полые детали с цилиндрической, конической и комбинированными формами наружной поверхности и детали типа дисков и крышек |
Таблица1.3 – Определение серийности производства заготовок
| Вид заготовки | Программа выпуска при массе детали, кг | Код серийности | ||
| Штамповка, поковка | ||||
| Прокат | 3,4 | |||
| Отливка | 12 000 30 000 | 3,4 |
Таблица 1.4 – Диапазоны отливок, поковок и штамповок по массе
| Масса, кг | Номер диапазона | Масса, кг | Номер диапазона |
| До 0,63 | 10,0-63 | ||
| 0,63—1,6 | 63-100 | ||
| 1,6-4,0 | 100-400 | ||
| 4,0—10,0 | Свыше 400 |
Таблица 1.5 – Диапазоны диаметров проката
| Диаметр, мм | Номер диапазона | Диаметр, мм | Номер диапазона |
| До 5 | 100 - 140 | ||
| 5 - 30 | 140 – 210 | ||
| 30 - 50 | 210 – 250 | ||
| 50 - 100 | Свыше 250 |
Таблица 1.6 – Виды заготовок и способы их изготовления
| Способ производства заготовок | Код | Коэффициент КВ.Т |
| Литье в песчано-глинистые формы Центробежное литье Литье под давлением Литье в кокиль Литье в оболочковые формы Литье по выплавляемым моделям Штамповка на молотах и прессах Штамповка на горизонтально-ковочных машинах Свободная ковка Прокат Сварные заготовки | 0,7 0,85 0,91 0,8 0,9 0,91 0,8 0,85 0,6 0,4 0,95 |
Коды вида заготовок с указанием конкретных способов изготовления расшифровываются согласно табл. 1.6. Это рекомендательная операция для данной детали на первом этапе решения поставленной задачи.
Задача 1.1. Определить возможные виды и способы получения заготовок для детали «вал-шестерня» — черт. ТМ1 (см. приложение А). Годовая программа выпуска — 10 000 шт.
Решение.
1. Определяем четыре основных показателя детали:
материал — сталь 25 ХГНМТ; по табл. 1.1 для данной марки стали определяем код — 5;
серийность производства — по табл.1.3; вид заготовок — штамповки, поковки, прокат, масса — 6,3 кг, программа выпуска — 10 000; определяем код — 4;
конструктивная форма — по табл. 1.2; основные признаки детали — в соответствии с чертежом; определяем код — 2;
масса заготовки — по табл. 1.4 определяем для 6,3 кг соответствующий код — 4.
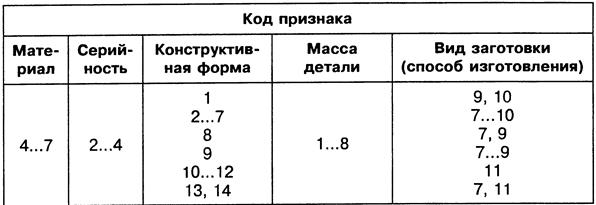
2. Выбираем возможные виды и способы получения заготовок для данной детали, учитывая определенные выше коды четырех основных показателей детали: код материала — 6; код серийности — 4; код конструктивной формы — 2;код массы — 4. Из табл. 1.7 по определенным ранее кодам 6 — 4 — 2 — 4 из графы
таблицы «Вид заготовки» выписываем рекомендуемые коды видов: 7,8,9, 10.
Таблица 1.7 – Выбор возможных видов и способов изготовления заготово 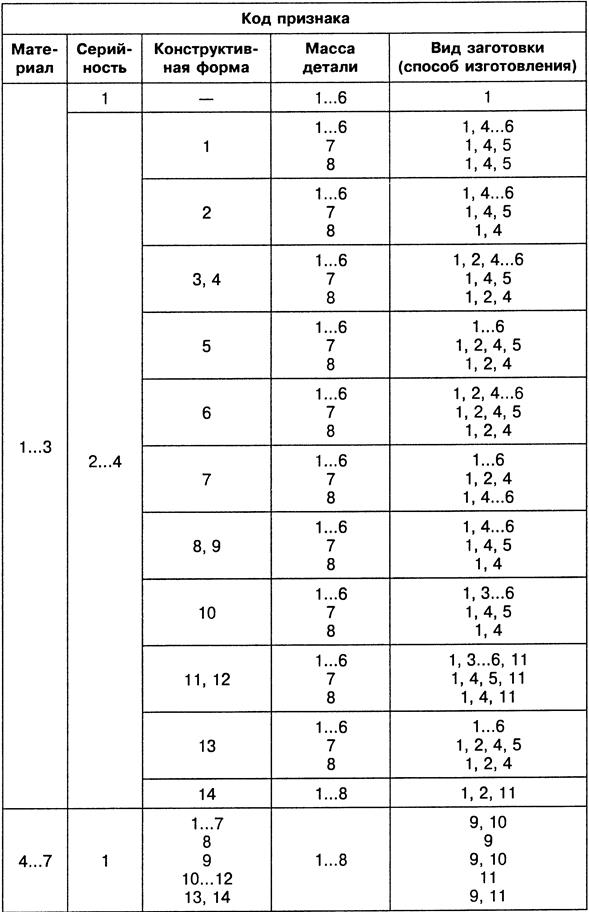 к
к
Окончание табл. 1.7
Используя табл.1.6, расшифровываем вычисляемые коды видов
заготовок:
7 — штамповка на молотах и прессах;
8 — штамповка на горизонтально-ковочных машинах;
9 — свободная ковка;
10 — прокат.
Определив возможные виды получения заготовки для детали «вал-
шестерня», завершаем данный этап.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 1897; Нарушение авторских прав?; Мы поможем в написании вашей работы!