КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виробництво та випробування трубопроводів
У конструкціях ракет на рідинному паливі трубопроводи використовуються у магістральних, паливних, пневматичних, масляних та інших системах.
Вимоги до трубопроводів: міцність, жорсткість, герметичність, корозійна та ерозійна стійкість, стійкість до занадто низьких температур, надійність, геометрична точність, шорсткість поверхні та інше.
Трубопроводи виробляють із матеріалів: алюмінієвих АМГ-6, В16, В95; неіржавіючих сталей типу 12Х18Н10Т, титанових сплавів типу ОТ4, ВТ6, жаростійких сталей типу ВНС2, та інших.
В залежності від призначення, монтажу та експлуатації конструкції трубопроводи різняться формою, розмірами, способами виготовлення кінцевих частин.
Кінцеві частини можуть мати трубопроводів можуть мати різноманітну конструкцію для з’єднування: різьбову з накидними гайками, з фланцями, муфтами або зварювальну.
Виробництво гладких трубопроводів.
Загальна схема виробництва трубопроводу залежить від початкової заготовки. Широко використовуються заготовки з безшовної стандартної труби або листового металу.
Етапи виробництва трубопроводів із стандартних безшовних труб:
- відрізання труби встановленої довжини;
- вилучення заусенців та очищення труби;
- згинання;
- виготовлення кінцевих частин;
- зварювання чи паяння труби з кінцевими частинами;
- обробка паяних чи зварених з’єднань;
- рентгеноконтроль з’єднань;
- контроль геометрії труби;
- випробування на міцність та герметичність;
- промивання, прливиння, сушка;
- консервування труби.
Зміст операцій. Відрізання труб виконується дисковими пилами, на токарних верстатах, абразивними кругами на вулканітовій основі, з використанням анодно-механічного різання. Відділення заусенців виконується здебільшого ручними методами.
Поверхня труб очищується хімічними методами (відділення жиру, травлення у лужній або кислотній ванні) рідинно - абразивними або ультразвуковими засобами.
Згинання труб виконується на згинальному в обладнанні з використанням шаблонів. Режим згинання вибирають емпірично чи з таблиць у відношенні до властивостей матеріалу, розмірів трубопроводу, радіуса згинання. Порушення режимів згинання супроводжується зменшенням товщини зовнішньої стінки та збільшення внутрішньої, чи появою гофрів у зоні стисненя, що для труб високого тиску не дозволяється. Перетин труби може отримати овальність.
Деформація матеріалу труб під час згинання визначається відносним радіусом згинання:
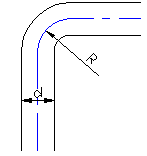
 ,
,
де: R – радіус згинання нейтрального шару;
dсер – середній діаметр труби:
ρ – звичайно приймають не менш (2,5 – 3).
З метою уникнення типових дефектів при малих радіусах згинання та великих діаметрах труби згинають з наповнювачем. Це кварцовий пісок з піщінками не більше 3мм; замерзла вода, парафін – для алюмінієвих труб; сплав вісмута, свінця, олова та кадмія, який має назву “церроберд” – для сталевих та титанових труб.
У деяких випадках труби гнуть із допомогою гнучких приладів, котрі мають окремі шайби, або кульки з мастилами. З тиском одного мастила.
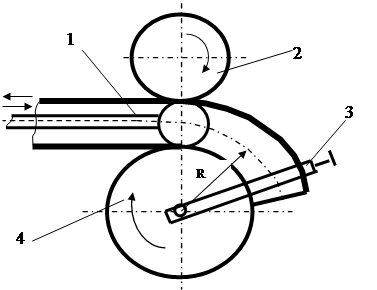 |
Принципова схема верстата для гибки труб
(1 – оправка; 2 – притискний, профільований по зовнішньому діаметру труби ролик; 3 – притиск; 4 – оправка поворотна (ролик) профільована по зовнішньому діаметру труби, радіуса R)
Труби із надтвердих та мало пластичних матеріалів гнуть з місцевим підвищенням температури. Місцеве підвищення температури здійснюється звичайним нагрівальним пристроєм або кільцевим індуктором високої частоти.
Контроль точності геометричних контурів труб після згинання виконується шаблонами, макетами або еталонами доторканням контрольних місць шаблона до поверхні.
Кінцеві частини труб розвальцовуються, звужуються або сплющуються.
З’єднання трубопроводів з арматурою виконується зварюванням чи паянням. Арматура – це ніпель, штуцер, патрубок, фланець та інше.
Спочатку арматура зварюється з трубопроводом, декількома точками ручним зварюванням. Потім зварювання виконується у автоматичному режимі у зварювальному приладі. Перед зварюванням арматуру складають із трубопроводом у технологічному пристрої, який має можливість виконати вимоги до необхідних розмірів щілини, перекосу та зміщення осей.
З’єднання арматури з трубопроводом виконується аргонно-дуговим зварюванням. Після зварювання шов зачищають, виконують термообробку і рентгноконтроль.
Трубопроводи контролюють по діаметру прохідного перетину каліброваними кулями, випробуються на міцність внутрішнім тиском, на герметичність бульбашковим методом або гелієвим шукачем, труби миються, знежирюються, закриваються з обох сторін технологічними кришками та пломбуються.
На борту ракети є труби з великими розмірами ї складними формами.
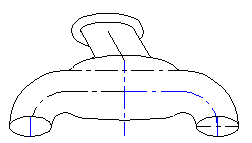 Ці трубопроводи виробляються з листових заготовок. Заготовка обрізається в розмір, штампується. Края заготовки готуються для зварювання. Деталі складаються в приладі і зварюються. Шов зачищається. Края труби обрізаються в розмір. Труби миються та
Ці трубопроводи виробляються з листових заготовок. Заготовка обрізається в розмір, штампується. Края заготовки готуються для зварювання. Деталі складаються в приладі і зварюються. Шов зачищається. Края труби обрізаються в розмір. Труби миються та
проходять всі операції як і при виготовленні гладких труб.
|
|
Дата добавления: 2015-06-27; Просмотров: 498; Нарушение авторских прав?; Мы поможем в написании вашей работы!