КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологический процесс. Через яку касу відбувається повернення товару у магазин?
|
|
|
|
Через яку касу відбувається повернення товару у магазин?
На якому документі повинен поставити підпис покупець та представник відділу при поверненні товару?
Які документи повинен мати покупець при поверненні товару?
Яка процедура повернення товару, що був придбаний по безготівковому розрахунку?
Яка процедура повернення товару, що був придбаний за готівку?
Протягом якого терміну покупець має право повернути або обміняти товар належної якості?
7. Хто контролює повернення товару до торгового залу?
При сооружении трубопроводов, сварочные стыки могут быть поворотными и неповоротными.
Сварка поворотных стыков. Первый слой высотой 3--4мм сваривают электродами диаметром 2—3 — 4мм. Второй слой наплавляется электродами большего диаметра и при повышенном токе. 
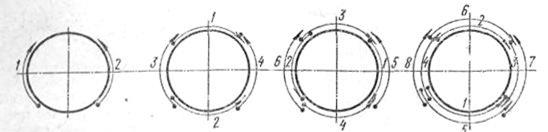
Первые два слоя можно выполнить одним из следующих способов:
1. Стык делят на четыре участка. Вначале сваривают участки 1 — 2, после чего трубу поворачивают на 180° и заваривают участки 3 и 4. Затем трубу поворачивают еще на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 180° и сваривают участки 7 и 8.
2. Стык делят на четыре участка. Вначале сваривают участки 1 и 2, затем поворачивают трубу на 90° и сваривают участки 3 и 4. После сварки первого слоя трубу поворачивают на 90° и сваривают участки 5 и б, затем поворачивают трубу на 90° и сваривают участки 7 и 8.
3. Стык делят на несколько участков (при сварке труб диаметром более 500мм). Сварку ведут обратно-ступенчатым способом отдельными участками (рис. ПО). Длина каждого участка шва (1 — 8) составляет 150 — 300мм и зависит от диаметра трубы.
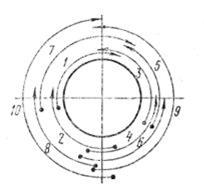
Третий слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы. На трубах диаметром до 200 мм можно не делить стык на участки и сваривать его сплошным швом с поворотом трубы в процессе сварки. Второй и третий слои выполняются аналогично первому, но в противоположных направлениях. Во всех случаях необходимо каждый последующий слой перекрывать предыдущим на 10—15 мм.
Сварка неповоротных стыков. Неповоротные стыки труб при толщине стенок до 12мм свариваются в три слоя. Высота каждого слоя не должна превышать 4мм, а ширина валика должна быть равной двум-трем диаметрам электрода.
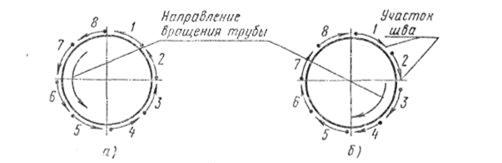
Стыки труб диаметром более 300мм свариваются обратно-ступенчатым способом. Длина каждого участка должна быть 150 — 300мм, порядок их наложения показан на рисунке.
Первый слой образуется при поступательно-возвратном движении электрода с задержкой дуги на сварочной ванне. Величина тока устанавливается в 140—170 А, что позволяет проплавлять кромки стыка с образованием узкого ниточного валика высотой 1 — 1,5мм на его внутренней стороне. При этом на свариваемые кромки не должны попадать крупные брызги расплавленного металла и сварка должна быть выполнена без прожогов. Для этого дугу необходимо держать короткой, а отрывая от ванны, удалять ее не более чем на 1 — 2мм. Перекрытие начала и конца смежного слоя должно составлять 20 — 25мм.
Режим для сварки второго слоя тот же, что и для сварки первого слоя. Электрод при сварке второго слоя должен иметь поперечные колебания от края одной кромки к краю другой кромки.
При сварке поверхность каждого слоя может быть вогнутой или слегка выпуклой. Чрезмерная выпуклость шва особенно при потолочной сварке может быть причиной непровара.
Для облегчения наблюдения за зоной сварки в направлении ведения последнего слоя, предпоследний слой накладывают в области кромок так, чтобы его поверхность была на 1 — 1,5мм ниже свариваемых кромок. Последний слой выполняют с усилением 2 — 3мм и шириной на 2—3мм большей, чем ширина разделки кромок. Он должен иметь плавный переход от наплавленного металла к основному.
|
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 357; Нарушение авторских прав?; Мы поможем в написании вашей работы!