КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выбор схем базирования и закрепления детали
|
|
|
|
Качественная оценка технологичности
Технологический анализ конструкции обеспечивает улучшение технико-экономических показателей разрабатываемого технологического процесса. Основные задачи, решаемые при анализе технологичности обрабатываемой детали, сводится к возможному уменьшению трудоемкости и металлоемкости, возможности обработки детали высокопроизводительными методами. Таким образом, улучшение технологичности конструкции позволяет снизить себестоимость ее изготовления без ущерба для ее служебного назначения.
Деталь «Ось манита» изготовливается из стали А12 из проката, поэтому конфигурация наружного контура не вызывает затруднений при получении заготовки. Конструкция детали допускает применение высокопроизводительных методов обработки.
Большинство обрабатываемых поверхностей являются простыми – наружные поверхности, отверстия, что увеличивает точность и стабильность обработки, которые в значительной степени определяются простотой конструктивных форм.
Все поверхности доступны и открыты для инструмента, поэтому не требуется применения специального оборудования.
Деталь обладает высокой жесткостью, поэтому возможно использование высоких режимов резания, которые в свою очередь повысят производительность обработки.
На основании количественной и качественной оценки детали можно сказать, что конструкция детали «Ось магнита» является технологичной.
Таблица 2.2
Схема базирования и закрепления заготовки на операциях механической обработки:
| Nºопер. | Технологические базы, используемые при обработке детали «Ось магнита» | Схема базирования |
| 005 Токарная автоматная | Базируется по наружному диаметру без упора в торец | 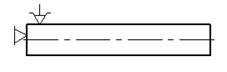
|
| 010 Токарная автоматная | Базируется по наружному диаметру без упора в торец | 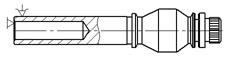
|
| Формовочная | Базируется по торцу и наружному диаметру поверхности | 
|
| 020 Токарная 040 Отделочно-зачистная | Базируется по наружному диаметру без упора в торец | 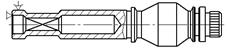
|
| 025 Бесцентрово-шлифовальная | Базируется по наружному диаметру | 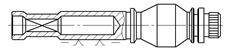
|
| 030 Кругло-шлифовальная | Базируется по центровому и осевому отверстиям | 
|
| 035 Резьбо-накатная | Базируется по наружному диаметру | 
|
Базирование заготовки играет исключительную роль, так как неправильно выбранная схема базирования и закрепления сказывается на конечной точности обработки детали, а, следовательно, на ее эксплуатационной надежности. Технологические базовые поверхности необходимо выбирать так, чтобы заготовка имела устойчивое и однозначное положение относительно инструмента. Для этого при выборе схемы базирования и закрепления необходимо руководствоваться двумя основными схемами базирования: принципом единства баз и принципом постоянства баз. Принцип единства баз заключается в том, что при базировании технологическая и измерительная базы совпадали, а еще лучше, если совпадают технологическая, измерительная, конструкторская и сборочные базы. При совпадении технологической и измерительной базы погрешность базирования равна нулю и точность обработки повышается.
Принцип постоянства баз – все операции, начиная со второй, и до последующей используются одни и те же технологические базы. Нельзя на разных операциях непрерывно менять чистовые базы.
На первой операции выбираются черновые базы и обрабатываются те поверхности, которые будут служить в качестве чистовых технологических баз. Исходя из описанной методологии, разрабатываются схемы базирования детали в обеспечении выпуска высокоточного продукта. Схемы базирования, используемые в технологическом процессе механической обработки детали «Ось магнита» представлены в таблице 2.2.
|
|
|
|
|
Дата добавления: 2015-06-28; Просмотров: 3431; Нарушение авторских прав?; Мы поможем в написании вашей работы!