КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
ВыполнениЕ рабочих чертежей деталей
|
|
|
|
Чертеж детали, как правило, выполняется по эскизам и должен содержать: изображение детали в том состоянии, в котором она поступает на сборку; минимальное количество изображений, но достаточное для выяснения формы и размеров (изображения выполняют с применением допускаемых упрощений); размеры: предельные отклонения, допуски, посадки, отклонения формы и расположения поверхностей; обозначения шероховатостей поверхностей, покрытий, термической и других видов обработки; материал, из которого изготовляется деталь; массу детали; технические требования; таблицы (при необходимости); основную надпись по форме 1 (ГОСТ 2.104-68).
При разработке рабочих чертежей предусматривают:
- рационально ограниченную номенклатуру резьб, шлицев и других конструктивных и технологических элементов, их размеров, покрытий и т. д.
- рационально ограниченную номенклатуру марок и сортаментов материалов, а также применение наиболее дешевых и наименее дефицитных материалов;
- необходимую степень взаимозаменяемости, наивыгоднейшие способы изготовления и ремонта изделий.
На чертежах допускается давать ссылки на государственные, отраслевые, республиканские стандарты, а также ссылки на технологические инструкции и стандарты предприятий.
На рабочих чертежах не допускается располагать технологические указания.
В виде исключения допускается:
— указывать способы изготовления и контроля, если они являются единственными, гарантирующими требуемое качество изделия, например совместная отливка.
— давать указания по выбору вида технологической заготовки (поковки, отливки и т.п.).
Изделие, при изготовлении которого предусматривается припуск на последующую обработку отдельных элементов в процессе сборки, изображают на чертеже с размерами, предельными отклонениями и другими данными, которым оно должно соответствовать после окончательной обработки. Такие размеры заключают в круглые скобки, а в технических требованиях делают запись типа “Размеры в скобках после сборки”.
На рабочих чертежах изделий с покрытиями указывают размеры и шероховатость поверхности до покрытия. Их можно указывать одновременно до и после покрытия.
Если ребро (кромку) необходимо изготовить острым или скруглить, то на чертеже помещают соответствующее указание. Если таких указаний нет, то их выполняют притупленными.
На каждое изделие выполняют отдельный чертеж за исключением группы изделий, обладающих общими конструктивными признаками, на которые выполняют групповой чертеж по ГОСТ 2.113-75.
В обоснованных случаях (например, при изменении размеров на чертеже в процессе его разработки) допускается отступление от масштаба изображения, если это не искажает наглядность изображения и не затрудняет чтение чертежа в производстве.
Если отдельные элементы изделия необходимо до сборки обработать совместно с другим изделием, для чего их временно соединяют и скрепляют, то на оба изделия должны быть выпущены самостоятельные чертежи с указанием на них всех размеров и необходимых требований.
Чертежи изделий с дополнительной обработкой или переделкой выполняют с учетом следующих требований:
- изделие-заготовку изображают сплошными тонкими линиями, а поверхности, получаемые дополнительной обработкой, сплошными основными линиями;
- наносят только те размеры, предельные отклонения и шероховатости поверхности, которые необходимы для дополнительной обработки.
Технические требования, относящиеся к поверхностям, обрабатываемым совместно, помещают на том чертеже, где изображены все совместно обрабатываемые изделия. Указания о совместной обработке помещают на всех чертежах совместно обрабатываемых изделий.
Когда обработка в изделии отверстий под установочные винты, заклепки, штифты, должна производиться при сборке без предварительной обработки отверстия меньшего диаметра, на чертеже детали отверстия не изображают и никаких указаний в технических требованиях не помещают.
Все необходимые данные по обработке таких отверстий помещают на сборочном чертеже.
Детали из прозрачных материалов изображают как непрозрачные. Надписи, цифры, знаки, которые у готовой детали видят с лицевой стороны, а наносят с обратной, изображают как видимые и помещают соответствующие указания в технических требованиях.
Если изображение детали, изготовляемой гибкой, не дает представления о действительной форме и размерах отдельных ее элементов, на чертеже детали помещают частичную или полную ее развертку. На изображении развертки наносят только те размеры, которые невозможно указать на изображении готовой детали.
Контур развертки наносят сплошными основными линиями. Линии сгибов – штрих-пунктирной, тонкой линией с двумя точками, с указанием на полке линии-выноски "Линия сгиба".
Все детали можно разделить на три группы: детали стандартные, детали со стандартными изображениями, детали оригинальные.
К стандартным деталям относятся ранее рассмотренные крепежные резьбовые детали (болты, винты, гайки, шпильки), шайбы, штифты, шплинты, шпонки, соединительные детали трубопроводов. Группа стандартов ЕСКД (ГОСТ 2.401—68...ГОСТ 2.426—74) регламентирует только стандартные изображения деталей и указывает правила нанесения размеров на изображениях этих деталей. К таким деталям относятся пружины, зубчатые колеса, рейки, червяки, звездочки и т. д.
К оригинальным деталям относятся такие детали, форма которых отличается от формы деталей первых двух групп. К ним относятся литые детали, детали, изготовляемые штамповкой или ковкой, детали, имеющие форму поверхностей вращения, детали, ограниченные преимущественно плоскостями, и т. д. Форма этих деталей определяется технологией их изготовления и несет в себе элементы, характерные для этой технологии. У литых деталей имеются литейные уклоны и скругления, детали токарной обработки преобладающими имеют поверхности вращения и т. п.
Литые детали нашли очень широкое применение. Это и отдельные детали машин, например маховики, шкивы, цилиндры, крышки, рычаги, это детали типа опор, кронштейнов, это и корпусные коробчатые детали закрытого или открытого типа, имеющие точно обработанные отверстия и плоские наружные поверхности. Общее количество изображений на чертеже литой детали во многом зависит от правильного выбора главного вида, от разумного ис пользования допустимых ГОСТ 2.305 — 68 сочетаний видов с разрезами, местных разрезов, сечений выносных элементов, условностей и упрощений.
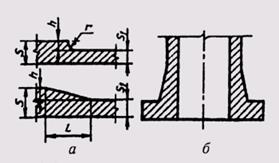
Рис. 42
Рис. 43
Корпусные детали коробчатого типа располагают относительно фронтальной плоскости проекций так, чтобы их основные базовые поверхности занимали горизонтальное положение, а детали типа фланцев или шкивов — чтобы их ось проецировалась параллельно основной надписи чертежа, так как такое их расположение соответствует положению детали при ее токарной обработке.
При выполнении чертежей литых деталей нужно учитывать следующие требования.
1. Литейные уклоны на чертеже не изображают, ограничиваются соответствующей записью в технических требованиях.
2. Для того чтобы деталь не имела внутренних напряжений и литейных дефектов, нужно осуществлять плавный переход от одной толщины стенки к другой по нормам, приведенным на рис. 42, а:
S/S1=<2; r = (0,3...0,4)h;
S/S1>2; l = (4...5)h;
3. Опорные бурты (фланцы) должны быть толще основной части детали. В этом случае нужно предусмотреть плавный переход от стенки к фланцу (рис. 42, б).
4. Обрабатываемые поверхности нужно приподнимать над необрабатываемыми. Это обеспечит свободный выход режущему инструменту и уменьшит площадь механической обработки (рис.43).
5. Если плита-основание устанавливается на другую деталь, то привалочную плоскость делают несплошной, чтобы уменьшить площадь обработки (рис. 44, а). С этой же целью среднюю часть отвер стия выполняют большего диаметра, чем концевые работающие части отверстия, где вал сопрягается с отверстием (рис. 44, б).
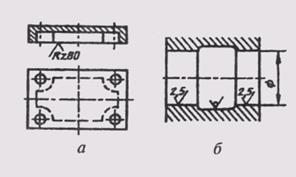
Рис. 44
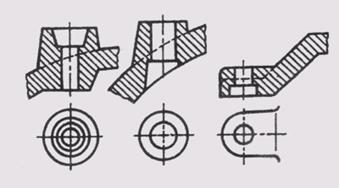
Рис. 45
6. Поверхности, в которых сверлят отверстия, выполняют с приливами, торцевые плоскости которых должны быть перпендикулярны оси отверстия (рис.45).
При нанесении разрезов на чертежах литых деталей нужно учитывать следующие особенности: а) взаимное положение необрабатываемых поверхностей детали указывают размерами, которые связывают эти поверхности между собой; б) механически обработанные поверхности и необрабатываемые связывают между собой не более чем одним размером по длине, высоте или глубине детали. Перед нанесением размеров необходимо выбрать основные литейные и конструкторские базы. Литейными базами могут служить оси или плоскости симметрии или необрабатываемые поверхности. От литейных баз наносят размеры, определяющие форму и положение необрабатываемых поверхностей. Отдельно наносят размеры, определяющие форму и положение обрабатываемых поверхностей относительно конструкторских баз.
Размеры на чертежах литых деталей не допускается наносить в виде замкнутой цепи. На рабочем чертеже литой детали должны быть помещены технические требования. На учебных чертежах в технических требованиях можно ограничиться только указанием размеров неуказанных литейных радиусов и размеров для справок.
На рис. 46 показаны изображения и нанесены размеры крышки, полученной путем механической обработки из отливки. В качестве литейных баз были приняты торец детали и ось поверхности выступа диаметр 70, а в качестве конструкторских баз — опорный торец и ось поверхности Æ 72, совпадающая с литейной базой. При этом габаритный размер 38 является одновременно размером между литейной и конструкторской базами в продольном направлении.
Детали, имеющие форму тел вращения, обрабатываются в основном на токарных и аналогичных им станках. У таких деталей главное изображение с нанесенными размерами дает полное представление об их форме, поэтому не требуются изображения типа вида слева или вида сверху. Для пояснения отдельных элементов применяют местные разрезы, сечения, выносные элементы.
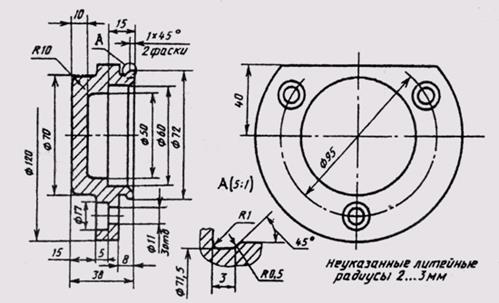
Рис. 46
Рис. 47
Детали, ограниченные поверхностями вращения разных диаметров, обычно вычерчивают так, чтобы участки с большими диаметрами находились левее участков с меньшими диаметрами, что соответствует расположению детали на стенке при ее обработке (см. рис. 47).
Если деталь имеет внутренние соосные поверхности вращения, то в качестве главного изображения принимают фронтальный разрез, что дает полное представление о детали и облегчает нанесение размеров (рис. 47, а). При этом ступени отверстия большого диаметра располагают слева.
При выполнении чертежей деталей с преобладающими токарной обработкой поверхностей необходимо учитывать следующие требования.
Рис. 48
1. В местах перехода от одного диаметра вала к другому нужно выполнить скругления галтели (рис. 47, в).
2. Для удобства сборки детали на торцах деталей нужно выполнять фаски (рис. 47, б).
3. На внешних поверхностях рукояток, головок, круглых гаек, завинчиваемых вручную, нужно выполнять рифление по ГОСТ 21474—75 (рис. 48). Условное обозначение рифления наносится прямо на изображении детали на полке линии-выноски и включает наименование, шаг и номер стандарта.
4. Если поверхность детали шлифуется, то необходимо предусмотреть специальную канавку для выхода шлифовального круга. Размеры
Рис. 49
Рис. 50
канавок при круглом и плоском шлифовании определяются стандартом. На рис. 49 приведены изображения канавок для шлифования наружного и внутреннего диаметров и даны рекомендации для их размеров. Размеры канавок в размерные цепи деталей не включают.
5. Если конструкция детали не предусматривает свободный выход инструмента, то переходная часть ее по своей форме и размерам должна соответствовать форме и размерам этого инструмента (рис. 50).
6. Для установки детали в центрах токарного станка в детали выполняют центровые отверстия, размеры и условные обозначения которых определяются стандартом (рис.51).
7. Проточки внешние и внутренние для выхода резца при нарезании резьбы вычерчивают укрупненно с помощью выносных элементов (рис. 51).
В качестве примера на рис. 51 выполнен чертеж вала. Сечение А — А выявляет размеры поперечного сечения шпоночной канавки, а сечение Б — Б дает форму и размеры призматической части вала. Центровое отверстие и шпоночная канавка показаны местными разрезами. Выносные элементы I и II помогают выяснить размеры проточки для метрической резьбы и глубину сверления под стопорный винт.
При нанесении размеров по длине вала в качестве основной базы взят правый торец детали. Относительно вспомогательной базы представлены размеры 15, 36 и 70 мм. Обозначение шероховатости поверхностей нанесено с учетом их конструктивного назначения.

Рис. 51
|
|
|
|
|
Дата добавления: 2015-06-28; Просмотров: 1525; Нарушение авторских прав?; Мы поможем в написании вашей работы!