КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Синтез принципиальной схемы технологического процесса
|
|
|
|
Дальнейшая задача заключается в том, чтобы из отдельных МОП построить допустимые варианты технологического процесса обработки детали. Один из подходов заключается в следующем. В базе данных хранится принципиальная схема, разбивающая будущий технологический процесс на последовательность отдельных этапов обработки. Наличие принципиальной схемы позволяет вести проектирование технологического процесса в порядке, обратном изготовлению детали, т.е. от заключительных этапов с известных из чертежа параметров детали, к,черновым этапам, заканчивая выбором размеров и формы заготовки.
Принципиальная схема технологического процесса построена на основе анализа обработки деталей различных классов с учетом возможных комбинаций термической и последующей механической обработки. Универсальная принципиальная схема, разработанная Цветковым В.Д. состоит из 13 этапов (таблица 9.3).
ЛЕКЦИЯ 9 Стр.4 из 6
Таблица 9.3 Универсальная принципиальная схема технологического процесса (по Цветкову В.Д. 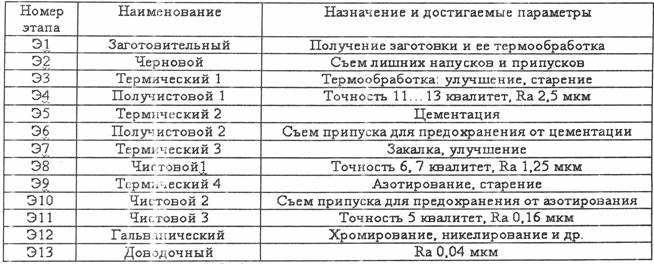
Этап - часть технологического процесса обработки детали, включающая однородные по достигаемым параметрам методы обработки различных поверхностей и детали в целом. К одному этапу относятся, например, тонкое фрезерование и тонкое (торцовое) точение, т.к. оба этих метода обеспечивают одинаковые параметры точности и шероховатости поверхности.
С помощью условий принципиальной схемы анализируется необходимость при обработке детали каждого из 13 этапов, и выявляются те переходы из выбранных ранее в каждом МОП, которые должны быть выполнены на данном этапе. Отнесение переходов МОП и самих промежуточных поверхностей к этапам принципиальной схемы технологического процесса производится путем сравнения параметров поверхности заготовки и детали, обеспечиваемых переходом МОП, с параметрами, характеризующими один из 13 этапов схемы (выбирается самый близкий этап).
В результате распределения переходов по этапам каждый этап будет содержать переходы одного или разных методов обработки с одинаковыми (или близкими) параметрами точности, шероховатости и т.д.
Распределим МОП по этапам принципиальной схемы для примера со «втулкой» с учетом закалки и последующего шлифования торца 3 (рис. 9.3).
| 12 22 33 |
| 32 11 21 |
| 31 10 20 |
| 31 10 20 |
Э1-заготовительный
Э2-черновой
Э4-полу чистовой 1
Э7-термический
Э8-чистовой 1
Синтез маршрута обработки детали.
Исходные данные для проектирования на уровне маршрута обработки детали:
1. Полученная ранее структура принципиальной схемы этапов технологического процесса.
2. Сформированный набор методов - переходов одного или разных МОП в каждом этапе.
Каждый переход записан в памяти компьютера в промежуточные массивы в виде многоразрядного код I. Этот код состоит из номера получаемой поверхности и кода метода обработки. Например, код 31101 означает:
3 - третья поверхность детали;
1 - первое промежуточное состояние этой (третьей поверхности);
101 - метод обработки (получистовое точение); в результате которого данное промежуточное состояние достигнуто. Код метода обработки определяет код применяемого оборудования.
ЛЕКЦИЯ 9 Стр. 5 из 6
Переходы одного метода обработки, коды которых имеют одинаковый код оборудования (или метода обработки), образуют укрупнённую операцию этапа. Сформируем массив кодов переходов для обработки детали «втулка» - см. рис.9.4. Операция заготовительная
Операция токарная черновая
Операция токарная получистовая
Операция термическая
Операция шлифовальная получистовая
Рис. 9.4. Массив кодов переходов для обработки детали «втулка»
Для укрупненных операций этапов характерна максимальная концентрация переходов, что равносильно одновременной обработке всех поверхностей. В производственных условиях такая операция не всегда может быть выполнена. Она требует разукрупнения (дифференциации) на несколько простых операций. Основой формирования простых операций является упорядочение обработки поверхностей путем выбора обоснованной последовательности установов.
Наличие нескольких укрупненных операций разных методов обработки помимо дифференциации ставит задачу определения последовательности их выполнения.
Таким образом, при формирований маршрута обработки детали решаются следующие задачи:
1. Определяется состав операций.
2. Укрупненные операции дифференцируются на простые.
3. Формируется последовательность операций на каждом этапе.
4. Выбирается тип оборудования для каждой операции.
Данные задачи решаются следующим образом:
1)Расчленение исходного набора переходов этапа на укрупненные операции выполняются программным модулем, представляющим собой процедуру сортировки кодов отобранных в этап переходов по признаку типа оборудования.
2) Дифференциация операций осуществляется путем определения их рационального состава и последовательности обработки. Алгоритмы основаны на анализе отношений между поверхностями детали:
- наложения, когда одна поверхность расположена на другой и поэтому не может быть обработана раньше;
- точности взаимного расположения, когда в первую очередь должна быть обработана базовая поверхность, и только затем поверхности, точности взаимного расположения которых заданы относительно данной базовой поверхности и т.д.
3) Формирование последовательности операций выполняется путем выявления признаков технологической совместимости и предшествования. Две операции попарно совместимы, если состояние детали на выходе одной операции может быть исходной для другой. Так фрезерованию шпоночной канавки должна предшествовать токарная обработка цилиндрической поверхности, сверлению центрового отверстия - фрезерование торца и т.д. Источником информации для выбора оборудования являются технологические признаки кода перехода. Конкретная модель станка определяется по таблицам соответствий или обращением к базе данных с учетом габаритных размеров детали (сопоставляется с размерами рабочей зоны станка), требований точности, величины партии и других факторов.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 1054; Нарушение авторских прав?; Мы поможем в написании вашей работы!