КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электроконтактная приварка металлических покрытий
|
|
|
|
Металлическое покрытие при данном способе восстановления детали формируется в результате приварки к ней материала в виде ленты, проволоки, порошков или их сочетания, используя принцип электроконтактной сварки. Проволоку применяют для восстановления гладких и резьбовых участков валов, ленты — наружных и внутренних цилиндрических поверхностей, порошки — цилиндрических и конических наружных поверхностей.
Приварка осуществляется в результате одновременных теплового и механического воздействий на материалы покрытия и детали импульсами электрического тока и приложением сжимающей нагрузки. Для уменьшения теплового воздействия на деталь и совмещения процессов приварки и закалки применяют охлаждение водой.
Процесс формирования покрытия состоит из последовательности тепломеханических циклов, включающих: прижатие привариваемого материала к детали; нагревание их в зонах контакта до пластического состояния пропусканием коротких импульсов электрического тока; совместное деформирование привариваемого материала и поверхностного слоя восстанавливаемой детали, обеспечивающих электроконтактную сварку в точках их контакта. Прочность соединения покрытия с деталью может достигать 40 ГПа. Метод позволяет создавать покрытия из цветных и черных металлов на стальных и чугунных деталях.
Электроконтактная приварка ленты эффективно используется и широко распространена при восстановлении небольших по длине круговых поверхностей, например шеек валов, благодаря несложности и надежности технологического процесса, который состоит в следующем. Восстанавливаемую поверхность детали вначале подвергают токарной или дробеструйной обработке. С помощью специального устройства отрезают ленту определенной длины и сгибают по форме восстанавливаемой поверхности. Далее ленту 6 (рис. 4.31) крепят в местах стыка к восстанавливаемой детали 4, которую устанавливают в патроне 3 токарного станка или специального оборудования, например, конструкции ВНПО «Ремдеталь».
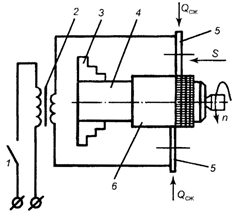
Рис. 4.31. Схема электроконтактной приварки ленты на деталь типа вал: 1 — прерыватель тока; 2 — трансформатор;3 — патрон; 4 — восстанавливаемая деталь; 5 — ролики (электроды); 6 — привариваемая лента
Приварка производится в результате обкатки ленты роликами 5 по винтовой линии с усилием сжатия Q в пределах 1000—2000 Н. Свариваемые материалы приводятся в пластическое состояние за счет подаваемых от трансформатора 2 импульсов тока силой 4—30 кА и длительностью 0,02— 0,16 с. Импульсный характер тока обеспечивается прерывателем 1, в качестве которого часто используют регулятор, применяемым в серийных машинах контактной сварки, или за счет конденсаторных источников питания. Для уменьшения контактного электрического сопротивления между привариваемым материалом и роликовыми электродами, последние изготовляют из специальных медных сплавов типа БрХ, БрНБТ и др.
Перекрытие сварочных точек между собой достигается за счет частоты импульсов тока, частоты вращения детали и скорости перемещения сварочной головки.
Для электроконтактной приварки чаще применяют ленту толщиной 0,5—0,6 мм из углеродистых и легированных сталей. За время одного тепломеханического цикла лента и деталь сплавляются на определенной площади. Для образования сплошного расположенного по окружности валика сплавленных металлов частота и длительность циклов должны быть согласованы с окружной скоростью детали так, чтобы соседние зоны сплавления перекрывались по площади. Сплошной слой сплавленного металла на всей восстанавливаемой поверхности образуется при перемещении сварочной головки с подачей, меньшей ширины роликовых электродов, что обеспечивает перекрытие между собой соседних валиков. Например, на установке, оснащенной роликовыми электродами шириной 6 мм, приварка ленты производится с подачей, равной 4 мм за оборот детали.
Из-за микронеровностей на поверхности детали, электрическое сопротивление контакта «лента — деталь» выше, чем у контакта «лента — роликовый электрод». Поэтому в первом из указанных контактов при прохождении электрического тока выделяется значительно больше тепла, что и обуславливает пластическую деформацию и контактную сварку детали с привариваемым материалом. При этом обеспечивается хорошее сцепление привариваемого материала с деталью, так как обладающие более высоким по сравнению с металлом электрическим сопротивлением окисные пленки и другие неметаллические включения нагреваются в большей степени, что ведет к их испарению и растворению в присадочном металле.
Благодаря непрерывному охлаждению водой глубина зоны термического влияния не превышает 0,2—0,5 мм для различных режимов приварки, что исключает воздействие нагрева на состав, структуру и свойства ниже расположенных слоев материала детали, значительную ее деформацию. Одновременно с приваркой ленты из сталей 45, 50ХФА, 65Г покрытие закаливается до твердости HRC 55—62. Износостойкость покрытия многократно повышается при введении между поверхностью детали и лентой зерен твердого сплава (ВК8, Т15К6) зернистостью 0,3—0,5 мм.
Приварка ленты по описанной технологии производится, например, на установке 011-01-12Н, имеющей следующие технические характеристики: толщина привариваемой ленты 0,5—0,6 мм; диаметр восстанавливаемых деталей 20—200 мм; наибольшая их длина 1250 мм; частота вращения детали 0,5—9 мин-1; усилие сжатия 1000—3200 Н; охлаждение — водяное при расходе воды 1,6 л/мин.
Аналогично производится электроконтактная приварка проволочного материала (рис. 4.32), в качестве которого применяют обычную (Св-08, Св-08Г2С, Нп-35, Нп-ЗОХГСА и др.) и порошковую (ПП-АН-10 и др.) проволоку.
Проволока 3 непрерывно навивается на вращающуюся деталь 2 и одновременно приваривается к ней электроконтактным способом под действием импульсов тока и усилия Р со стороны роликов 1 и 4, обеспечивающих пластическое деформирование проволоки до требуемой толщины покрытия.
Для электроконтактной приварки при восстановлении цилиндрических поверхностей применяют углеродистую и порошковую наплавочную проволоку в зависимости от требуемых свойств поверхностного слоя детали. Покрытие из проволочного материала характеризуется как сплавлением его с деталью, так и витков проволоки между собой, в результате чего формируется плотный слой металла.
В качестве источника питания служит сварочный трансформатор, во вторичный контур которого включены ролики, проволока и деталь. В нем протекает ток силой до 20 кА. Прерыватель 7, установленный в первичном контуре 6, обеспечивает импульсный режим подачи тока. Толщина покрытия может быть в пределах 0,2—1,5 мм при диаметре электродной проволоки соответственно 0,5—2 мм.
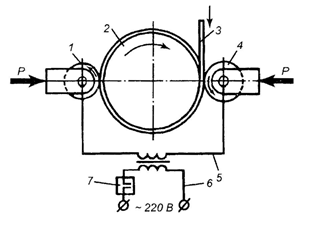
Рис. 4.32. Схема электроконтактной приварки проволоки: 1,4 — контактные ролики; 2— восстанавливаемая деталь; 3 — привариваемая проволока; 5 — вторичный контур трансформатора; 6 — первичный контур трансформатора; 7 — прерыватель
Силу Р (Н) прижатия роликов определяют по формуле Р = 100 d2, где d — диаметр проволоки, мм.
Электроконтактная приварка проволоки эффективно применяется при восстановлении резьбовых участков валов. В этом случае диаметр проволоки принимают на 8—10 % больше шага резьбы с тем, чтобы в результате восстановления была полностью заполнена винтовая канавка (впадина резьбы) и был обеспечен необходимый припуск для механической обработки.
Для электроконтактной приварки порошкового материала его непрерывно подают в зазор между движущимися заготовкой 3 (рис. 4.33) и медным электродом 1. При пропускании между ними импульсного электрического тока и приложении нагрузки Р на заготовке из порошка 2 формируется покрытие 4.
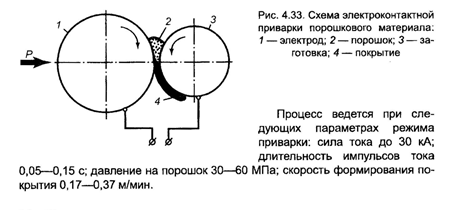
Порошковый материал для приварки выбирается в зависимости от эксплуатационных требований, предъявляемых к покрытию. Для приварки применяют самофлюсующиеся порошковые сплавы, порошки сормайта, железа и др. в различных композициях с добавлением меди и свинца. Желательно, чтобы состав порошка при высокой износостойкости покрытия позволял обрабатывать его точением.
В зависимости от состава и режима приварки пористость порошкового покрытия находится в пределах 12—25 %, твердость 25—63 HRCЭ, а прочность соединения с основным металлом 15—30 ГПа.
Качество приваренного цельного покрытия оценивают по количеству пор, раковин, прожогов, выявляемых в процессе шлифования образцов или контрольных деталей. На площади 25 см2 допускается не более двух пор размером 0,5—0,8 мм, пяти пор размером 0,1—0,5 мм и точечная пористость размером до 0,1 мм.
Качество приварки ленты или проволоки к детали проверяют по состоянию приваренного слоя после его сошлифовки до толщины 0,02—0,15 мм. Свариваемость с основным металлом считается нормальной, если отшелушивается не более 8 % шлифованной поверхности.
Метод электроконтактной приварки имеет определенные преимущества и недостатки. Нагревание заготовки пропусканием тока непосредственно через свариваемые материалы обеспечивает ряд преимуществ рассматриваемого метода восстановления: не происходит выгорания легирующих элементов и разбрызгивания металла; отпадает необходимость в применении защитной среды (флюса, газа); благодаря отсутствию характерного для электродуговых методов выделения вредных газообразных веществ, обеспечиваются экологически безопасные условия труда и др.
Электроконтактная приварка покрытий является энергосберегающим и ресурсосберегающим процессом. Экономия энергии обусловлена, прежде всего, тем, что не требуется расплавление материала покрытия и поверхностного слоя детали, а энергия расходуется только на их нагревание до пластического состояния, причем не по всему объему, а только в отдельных точках (зонах контакта). Экономия ресурсов (материала покрытия) обеспечивается за счет возможности приварки тонкого слоя материала, благодаря чему уменьшается припуск на механическую обработку. При этом сокращаются энергетические, материальные и трудовые затраты на ее выполнение. Это преимущество особенно проявляется при небольшой толщине покрытия, необходимой для восстановления размеров детали, так как при других методах наплавки большая часть нанесенного слоя металла должна быть удалена резанием. За счет минимизации припусков на механическую обработку и исключения разбрызгивания расход наносимого материала по сравнению с электродуговой наплавкой сокращается в 3—4 раза при повышении производительности труда в 2—3 раза.
Всем методам электроконтактной приварки металлических покрытий присущи недостатки, характерные для термических методов восстановления деталей машин с нанесением слоя металла. К ним относится, прежде всего, значительное снижение усталостной прочности. Поэтому данный метод может использоваться при достаточном запасе прочности восстанавливаемых деталей.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 4437; Нарушение авторских прав?; Мы поможем в написании вашей работы!