КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Газовая сварка и наплавка
|
|
|
|
Общие сведения. В ремонтном производстве кроме электродуговой сварки широко применяется также газовая сварка, с помощью которой выполняется до 20 % сварочных работ. Она наиболее эффективна в следующих случаях:
— при ремонте деталей из сплавов цветных металлов;
— при ремонте чугунных деталей, требующих последующей механической обработки, поскольку сварной шов при газовой сварке имеет лучшую обрабатываемость резанием по сравнению с электросварным швом;
— при сварке деталей толщиной менее 2 мм, когда сложно избежать прожога деталей и обеспечить качественную электродуговую сварку;
— при наплавке или напайке твердых сплавов;
— при резке металлов.
При газовой сварке и наплавке металл расплавляется теплом от сгорания в кислороде горючего газа (ацетилена, пропан-бутана, метана и др.). Ацетилен имеет большую теплоту сгорания по сравнению с другими горючими газами и более высокую температуру пламени (3100—3200 °С), поэтому он предпочтителен для газовой сварки. Ацетилен получают в специальных газогенераторах при взаимодействии карбида кальция с водой. Его хранят, перевозят и используют в баллонах, конструкция которых аналогична конструкции кислородных баллонов.
Газовое пламя получают с помощью инжекторных (низкого давления) и безынжекторных (высокого давления) сварочных горелок. В промышленности распространены более безопасные инжекторные горелки. Например, универсальная горелка ГС-53 обеспечивает сварку металлов толщиной 0,5—30 мм, а горелка ГСМ-53 малой мощности —- сварку малоуглеродистой стали толщиной 0,2—4 мм и пайку тонких изделий из черных и цветных металлов.
В инжекторной горелке (рис. 4.34) кислород под давлением 0,1—0,4 МПа через регулировочный вентиль 6 подается к инжектору 5. Под действием разряжения, которое создается в камере 4 при выходе кислорода из узкого канала инжекторного конуса, горючий газ через вентиль 7 и каналы 8 поступает в камеру смешения 3, где образуется горючая смесь. По наконечнику 2 она поступает к мундштуку 1, на выходе из которого при сгорании образуется газовое пламя.
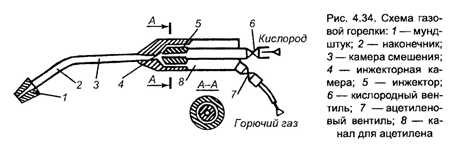
Горелки этого типа имеют сменные наконечники с различными диаметрами выходных отверстий инжектора и мундштука, что позволяет регулировать мощность газового пламени. Обычно горелки имеют семь номеров сменных наконечников.
Гэзовое пламя состоит из трех зон (рис. 4.35): ядра пламени 1, средней зоны 2 и факела пламени 3. В зоне 1 происходит нагрев газовой смеси до температуры воспламенения, в зоне 2 — горение ацетилена за счет кислорода, поступающего из баллона, в зоне 3 — горение ацетилена за счет кислорода воздуха.
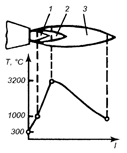
Рис. 4 35. Строение и температура газового пламени: 1 — ядро; 2 — восстановительная зона; 3— факел пламени
Приведенный на рис. 4.35 график показывает, что максимальная температура пламени создается в средней зоне, которая поэтому называется сварочной, или рабочей, зоной. Она обладает восстановительными свойствами. При горении ацетилена в зоне 3 выделяются пары воды и углекислого газа, которые окисляют металл, поэтому эта зона является окислительной.
При газовой сварке заготовки нагреваются более плавно, чем при дуговой, что и определяет области ее эффективного применения. Она включает сварку металлов небольшой толщины (0,2—3 мм), легкоплавких цветных металлов и сплавов, металлов и сплавов, требующих постепенного нагрева и охлаждения (инструментальные стали, чугун, латуни), а также пайку и наплавку, заварку дефектов в чугунных и бронзовых отливках. При увеличении толщины металла производительность газовой сварки резко снижается, свариваемые изделия значительно деформируются. Это ограничивает применение газовой сварки.
Режим газовой сварки. Режим газовой сварки определяется: способом сварки; видом пламени; мощностью пламени; диаметром присадочного прутка; углом наклона горелки. Рассмотрим эти факторы.
Способ сварки характеризуется расположением присадочного прутка относительно движущейся горелки (рис. 4.36). Различают правый (рис. 4.36, а) и левый (рис. 4.36, б) способы сварки.
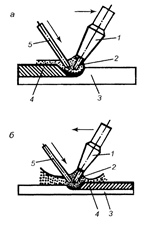
Рис. 4.36. Способы газовой сварки: а — правый; б — левый; 1 — мундштук горелки; 2 — пламя; 3 — свариваемая деталь; 4 — шов; 5 — присадочный пруток
Правый способ обеспечивает концентрированный ввод тепла и применяется для сварки деталей толщиной свыше 4 мм. Левый способ позволяет избежать прожога металла и рекомендуется при толщине деталей менее 4 мм.
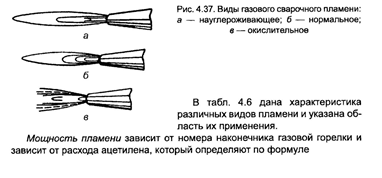
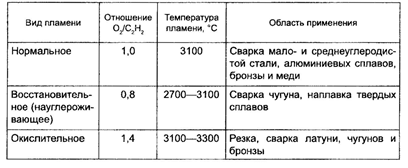
Вид пламени (рис. 4.37) и его свойства существенно зависят от соотношения в горючей смеси кислорода (02) и ацетилена (С2Н2). Если соотношение 02/ С2Н2 меньше 1,1, то пламя называется нормальным (рис. 4.37, б). Нормальным пламенем сваривают большинство сталей. С увеличением содержания ацетилена, благодаря избытку углерода, пламя становится науглероживающим (рис. 4.37, а), обладающим восстановительными свойствами. Такое пламя применяется при сварке чугуна и цветных металлов для компенсации выгорания углерода и восстановления оксидов цветных металлов.
При 02/ С2Н2 > 1,1 пламя (рис. 4.37, в) обладает окислительными свойствами, что необходимо при сварке латуни. В этом случае благодаря избыточному кислороду на поверхности детали образуются тугоплавкие оксиды, пленка которых препятствует обесцинкованию латуни.
Характеристика и область применения различных видов газового пламени
В зависимости от расхода ацетилена выбирают номер наконечника сварочной горелки.
Диаметр присадочного прутка d (мм) принимают в зависимости от толщины свариваемой детали и способа сварки. В общем случае при толщине до 15 мм; для правого способа сварки d = 0,5S + 1; для левого — d = 0,5S + 2, где S — толщина свариваемой детали, мм.
При толщине детали 1—2 мм сварку можно выполнять без присадочного прутка, а при толщине более 15 мм применяют присадочные прутки диаметром 6—8 мм.
Угол наклона горелки зависит от толщины свариваемой детали, так как с его увеличением возрастает тепловое воздействие пламени на процесс сварки. Например, при толщине детали до 1 мм угол наклона горелки к горизонтальной плоскости составляет α= 10°, при толщине детали 5—7 мм α= 40°, а при толщине детали 15 мм и более α= 80°.
Выбор сварочных материалов. Сварочными материалами при газовой сварке являются присадочный пруток и флюс.
Материал присадочного прутка должен подбираться так, чтобы наплавленный слой по составу был близок к материалу восстанавливаемой детали. Поэтому для компенсации выгорания компонентов, присадочный материал должен содержать больше этих компонентов, чем металл детали. Например, при сварке латунных деталей используют присадочные латунные прутки с большим содержанием цинка для компенсации обесцинкования латуни в процессе сварки.
При сварке медных деталей в качестве присадочных прутков применяют электролитическую медь.
При газовой сварке деталей из алюминиевых сплавов электродами служат прутки, которые отливают в кокиль из сплава того же состава, что и свариваемая деталь (из выбракованных деталей).
При наплавке слоя с особыми свойствами выбор присадочного материала не зависит от состава материала детали, а определяется назначением наплавляемого слоя. Так, например, для повышения износостойкости стальных деталей в качестве присадочного материала применяют чугун или твердые сплавы: сормайт № 1; сормайт № 2; стеллит В2К; стеллит В3К; сталинит и др.
Для защиты при сварке цветных металлов и специальных сплавов используют флюсы в виде порошков и паст: для сварки меди и ее сплавов — кислые флюсы (бура, бура с борной кислотой); для сварки алюминиевых сплавов — бескислородные флюсы. Назначение флюсов — растворение оксидов и образование шлаков, легко всплывающих на поверхность сварочной ванны. Во флюсы вводят также элементы для легирования материала сварного шва.
Рекомендации по выбору материалов для сварки различных материалов приведены ниже.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 4753; Нарушение авторских прав?; Мы поможем в написании вашей работы!