КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Системы циклового программного управления
|
|
|
|
Цикловым программным управлением (ЦПУ) станком, манипулятором, роботом или другим устройством является способ управления по заданной управляющей программе, составленной на основе дискретного описания реализуемого процесса, образованного из законченных переходов (этапов) с установленной очередностью их выполнения.
Циклом работы оборудования (станка) называют совокупность элементарных рабочих и вспомогательных переходов (этапов цикла), осуществляемых в определенной последовательности, необходимой для выполнения оборудованием его рабочих функции. Этапы цикла представляют собой элементарную составную (нерасчлененную) часть цикла, при отработке которой не происходит никаких изменений - включений или отключений, связанных с изменением работы оборудования. На рис.1.3 показаны схемы циклов фрезерования плоскости у одной детали (рис.1.3а), у двух деталей (рис.1.3б) и цикл фрезерования 4-х плоскостей по контуру одной детали (рис.1.3в).
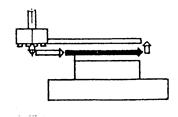
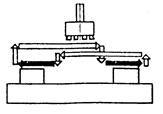
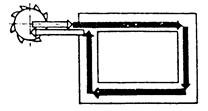
а) б) в)
Рис.1.3 Циклы фрезерования: а - одной детали; б - двух деталей;
в - 4-х плоскостей по контуру одной детали.
Системы ЦПУ представляют собой комплекс устройств, в которых программируется цикл (последовательность) работы оборудования, и одновременно с помощью путевых переключателей устанавливается величина перемещения рабочих органов. Структурная схема системы ЦПУ представлена на рис.1.4. Цикл работы оборудования определяет устройство циклового программного управления (УЦПУ), которое включает блок ввода программы, блок памяти циклов и является основной частью системы. Устройство УЦПУ формирует и подает команды управления в блок силовой электроавтоматики 4, который непосредственно управляет электродвигателями 5 привода станка.
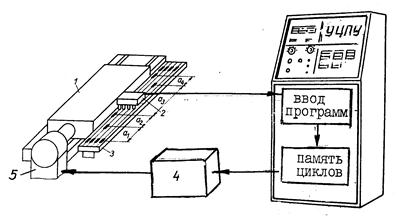
Рис.1.4 Структурная схема системы ЦПУ: 1 - стол станка; 2 – узел
путевых переключателей; 3 - узел регулируемых упоров;
4 – блок силовой электроавтоматики; 5 – электродвигатель привода.
Программа работы станка задается оператором в двух местах – на пульте управления станком и в блоке задания перемещений путем соответствующей установки путевых упоров и кулачков.
Блок задания перемещений на станках с ЦПУ состоит из двух узлов:
- узла переключателей 2, в герметичном корпусе которого расположены микропереключатели и подпружиненные толкатели;
- узла регулируемых упоров 3, который может быть выполнен в виде плоской съемной панели с расположенными на ней кулачками или в виде барабана.
Настройка съемной панели узла регулируемых упоров может быть выполнена вне станка с использованием специального приспособления с индикатором для точной выставки кулачков.
Правильность установки кулачков проверяют на холостом ходу станка, контролируя для каждого этапа цикла соответствие величины фактических перемещений требуемым значениям.
Точность срабатывания блока задания перемещений составляет ± 0,015 мм. Более высокую точность перемещений ± 0,01 мм получают при использовании бесконтактных (индуктивных) путевых переключателей, которые к тому же надежно работают при большей частоте срабатывания.
В отдельных системах ЦПУ задание этапов цикла, в том числе и перемещений, осуществляют с использованием реле времени. Это делают в тех случаях, когда применение других датчиков затруднено, а продолжительность данного этапа цикла остается неизменной. Т.о. если в первом случае обеспечивается программирование цикла обработки путем установки упоров по направлению перемещения рабочего органа, то во втором последовательность выполнения этапов цикла запрограммирована во времени. Применяют также смешанные системы ЦПУ, в которых осуществляют управление как по пути, так и по времени. В зависимости от решаемых задач на определенных этапах цикла формирование команд может быть выполнено и с использованием других датчиков, например датчика давления или датчика крутящего момента.
В качестве программоносителей на станках с системами циклового управления применяют также командоаппараты и штекерные панели. Система управления с использованием командоаппарата по сути аналогична управлению с регулируемыми упорами. Схема командоаппарата с электромагнитным шаговым приводом приведена на рис.1.5. Регулируемые упоры 3 (кулачки) устанавливают компактно на одном периодически вращающемся барабане 1. Каждой группе кулачков соответствует свой переключатель b1…b6, количество которых равно числу кольцевых дорожек. Периодический поворот барабана на шаг осуществляется с помощью храпового колеса 2 при срабатывании электромагнита 4.
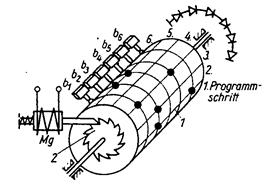
Рис.1.5 Схема работы командоаппарата: 1 – поворотный барабан;
2 – храповое колесо; 3 – упоры; 4 – электромагнитный толкатель;
b1…b6 – переключатели.
Системы циклового управления с использованием программируемого командоаппарата в ряде случаев изготавливают как системы электронного исполнения [3,13].
Цикловое управление станком с использованием штекерной панели показано на примере токарной обработки ступенчатого вала (рис.1.6). Управление процессом обработки вала осуществляется на основе одновременного получения информации, набранной на штекерной панели (рис.1.6а), и информации, получаемой с блока задания перемещений (рис.1.6б). Кулачки на панели перемещений устанавливают в соответствии с длиной ступеней вала. При этом панель с регулируемыми кулачками располагается на станине станка, а многоконтактный переключатель, на который воздействуют кулачки, перемещается вместе с суппортом.
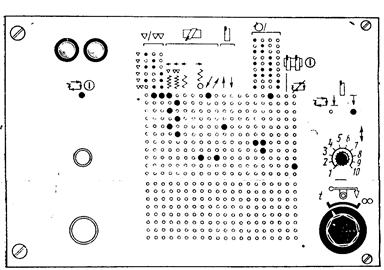
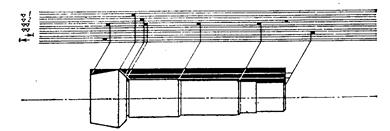
Рис.1.6 Задание программы циклового управления с помощью
штекерной панели: а – схема штекерной панели;
б – схема установки кулачков по длине вала в блоке
задания перемещений.
Режимы обработки – частота вращения шпинделя, продольная подача и ускоренный ход задают на штекерной панели. Там же задают команды для работы поперечного суппорта. Переключение с работы одного режима на другой производится кулачками. В наиболее простом виде штекерная панель имеет исполнение по схеме диодной матрицы, при этом диоды встраивают в штекеры или в панель. Каждой строке отверстий соответствует определенный набор команд, подаваемых на исполнение рабочим органам станка. При подаче командного импульса с блока задания перемещений счетно-распределительная схема включает следующую строку штекерной панели и отключает предыдущую. В результате осуществляется управление процессом на следующем этапе цикла.
Для быстрого ввода программы путем установки штекеров используют накладываемую на панель пленку с перфорированными отверстиями, которая выполняет также роль долговременного программоносителя.
Системы циклового программного управления отличаются от числовых сравнительной простотой. Они содержат только информацию о цикле и режимах обработки, a величина перемещения рабочих органов задается настройкой упоров, воздействующих на путевые переключатели. Поэтому технологические возможности этих систем значительно уже.
Системы ЦПУ сравнительно просты в эксплуатации и обладают достаточной надежностью. По сравнению с кулачковыми автоматами станки с ЦПУ требуют значительно меньшего время на перенастройку при переходе с обработки одной детали к другой. Поэтому их применяют как в крупносерийном, так и серийном производстве.
Для изготовления деталей сложной геометрической формы на станках применяют следящие копировальные системы управления с электромеханическим, гидравлическим или электрогидравлическим приводом.
В следящих копировальных системах в качестве программоносителей, определяющих геометрию изготавливаемой детали, используют плоские и объемные копиры (шаблоны), которые представляют прототип создаваемой на детали поверхности.
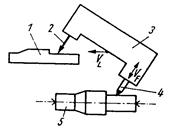
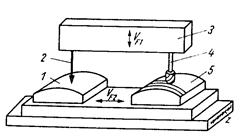
Электромеханические, гидравлические и электрогидравлические следящие копировальные системы применяют в основном на токарных и фрезерных станках (см. рис.1.7). На токарных станках они обеспечивают одновременное управление по двум координатам, а на фрезерных станках по двум, трем координатам.
а) б)
Рис.1.7 Схема обработки на копировальных станках:
а – токарных; б – фрезерных.
1 – копир; 2 – щуп; 3 – копировальное устройство; 4 – режущий инструмент;
5 – обрабатываемая заготовка.
Принцип работы следящей двухкоординатной гидрокопировальной системы управления токарного станка иллюстрирует схема, представленная на рис.1.8.
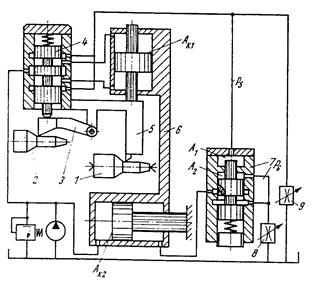
Рис.1.8 Схема 2-х координатной гидрокопировальной системы
токарного станка.
При продольном перемещении суппорта 5 с резцом, щуп 3 скользящий по профилю копира 2, управляет осевым перемещением золотника 4. Возникающие при этом изменения расхода масла, поступающего в полости поперечного гидроцилиндра, вызывают радиальные перемещения суппорта 5 и жестко связанного с ним корпуса золотника до тех пор, пока положение золотника 4 относительно корпуса не восстановится. В результате на обрабатываемой детали 1 резец воспроизводит заданную на копире форму.
Для достижения требуемой точности геометрической формы детали и одинаковой шероховатости поверхности по длине детали необходимо обеспечить постоянное значение контурной (результирующей) подачи Sо . Для этого продольная Sz и поперечная Sx подачи должны быть функционально связаны:
Sx / Sz = tga, Sz = Sо cosa, Sx = Sо sina,
где a - угол профиля копира.
Это достигают путем соблюдении определенного соотношения площадей Ак1, Ак2 в двух рабочих цилиндрах и площадей А1, А2 в золотнике управления 7 А1 / А2 = Ак2 / Ак1 при соответствующей настройке двух дросселей 8, 9.
В копировальных станках помимо следящей системы присутствует также система циклового управления с использованием регулируемых по положению кулачков и конечных переключателей. Так, например, на токарных гидрокопировальных станках-автоматах и полуавтоматах цикловое управление определяет последовательность выполнения всех переходов (этапов) образующих замкнутый цикл обработки, который включает:
1. Закрепление детали путем осевого подвода пиноли задней бабки,
включение вращения шпинделя;
2. Продольное перемещение суппорта на ускоренной подачи до торца детали;
ускоренное поперечное перемещение на заданный по копиру диаметральный размер детали;
4. Включение продольной рабочей подачи, выполнение точения по копиру;
5. Переключение оборотов шпинделя или продольной подачи на отдельных
ступенях вала;
6. Отвод копировального суппорта в поперечном, а затем и в продольном
направлении до исходной точки;
7. Выключение шпинделя и разжим детали путем отвода пиноли.
Элементы циклового управления используют также и на станках с ЧПУ для программирования перемещений вспомогательных механизмов. Так, например, на многоцелевых станках цикловое управление применяют для создания цикла работы инструментальных магазинов, циклов работы приспособлений, поворотных столов, промежуточных накопителей для спутников и др. Программа цикла при этом вводится в УЧПУ, а его отработка осуществляется с использованием путевых конечных выключателей. Перенастройка путевых выключателей при этом производится крайне редко или вообще не производится. В таких механизмах вместо путевых выключателей применяют также устройства для бесконтактного считывания кодовых меток, информация от которых затем расшифровывается в УЧПУ.
Лекция 2.
|
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 5104; Нарушение авторских прав?; Мы поможем в написании вашей работы!