КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Статическая настройка на размер станков с ЧПУ
|
|
|
|
Лекции 6 и 7.
Размерная настройка инструментальных блоков осуществляется вне станка в координатной системе ХИ YИ ZИ. Для этого инструмент на оправке устанавливают в специальное приспособление по тем же базовым поверхностям, что и на станке. В результате аналогично происходит совмещение нулевой точки инструмента с базовой точкой приспособления. Все это означает соблюдение принципа единства баз, благодаря которому обеспечивается взаимозаменяемость при замене затупившегося инструмента на новый.
Характерной базовой точкой на станках с круглыми и квадратными рабочими столами является центр стола, расположенный на пересечении осей симметрии. В большинстве конструкций положение центра стола определяет точное отверстие, которое используют для фиксации устанавливаемого приспособления. Характерной базовой точкой многопозиционной револьверной головки также является центр F ее поворота, а также базовые точки N, определяющие положение устанавливаемых в головку инструментальных блоков.
На рис.2.9 приведена схема расположения координатных систем и характерных базовых точек в рабочей зоне токарно-револьверного станка. Пространство рабочей зоны определяет координатная система станка XМ YМ ZМ, в которой положение ноля детали Д определяют координаты ZМ (Д), XМ (Д), а положение базовой точки револьверной головки - координаты ZМ (F), XМ (F).
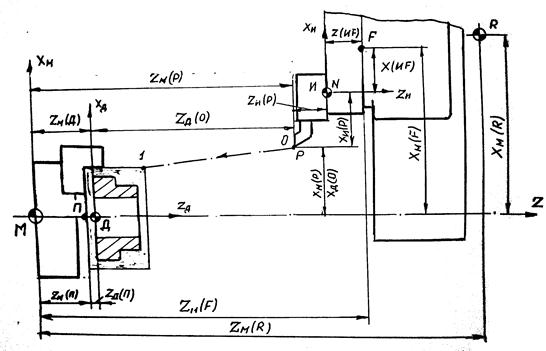
Рис.2.9 Схема расположения координатных систем и базовых точек
в рабочей зоне токарно-револьверного станка
Положение на револьверной головке базовых точек N, определяющих положение нулевой точки И соответствующего инструмента, определено постоянными конструктивными размерами Z (ИF), X (ИF). В свою очередь положение вершины Р инструмента в системе ХИYИ ZИ определяют координаты XИ(Р),ZИ(Р).
В соответствии с этим положение вершины Р инструмента в системе координат станка XМYМZМ определяют текущие координаты:
XМ(Р)= XМ (F) - X (ИF) - XИ(Р), (2.1)
ZМ(Р) = ZМ (F) - Z (ИF) - ZИ(Р). (2.2)
Получаемая на детали обработанная поверхность определяется как след перемещения вершины Р инструмента в системе ХДУДZД, а координаты ХД(Р), ZД(Р) точки Р в системе ХДУДZД представляют собой размеры получаемая на детали:
ХД(Р) = XМ(Р) - XМ(Д) (2.3) ZД(Р) = ZМ(Р) - ZМ(Д) (2.4)
С учетом выражений (2.1) и (2.2) получим:
для радиальных размеров в направлении оси ХД
ХД(Р) = XМ (F) - X (ИF) - XИ(Р)- XМ(Д), (2.5)
для линейных размеров в направлении оси ZД
ZД(Р) = ZМ (F) - Z (ИF) - ZИ(Р) - ZМ(Д). (2.6)
Для рассматриваемого примера (рис.2.9) положение ноля детали Д в системе XМ YМ ZМ, определяют координаты:
XМ(Д)=0 и ZМ(Д) = ZМ(П)+ ZД(П),
где ZМ(П) – координата базовой точки П приспособления;
ZД(П) – координата базового торца детали, определяющая
величину припуска.
С учетом этого выражения (2.5) и (2.6) принимают вид:
ХД(Р) = XМ (F) - X (ИF) – XИ(p), (2.7)
ZД(Р) = ZМ (F) - Z (ИF) - ZИ(Р) - ZМ(П) - ZД(П). (2.8)
Полученные выражения показывают, что для достижения требуемой точности размеров детали ХД(Р), ZД(Р) необходимо запрограммировать соответствующие перемещения револьверной головки XМ (F), ZМ (F) и согласовать в системе XМ YМ ZМ, положение базовых точек узлов станка П,F,И, а также положение координатных систем детали, инструмента и размерную настройку Р каждого применяемого инструмента. Согласование положения базовых точек и координатных систем осуществляют путем введения необходимой коррекции по каждой из управляемых координат:
КX = X (ИF) + XИ(Р) (2.9)
КZ = Z (ИF) + ZИ(Р) + ZМ(П)+ ZД(П). (2.10)
С учетом согласования положения координатных систем (2.9) (2.10) программируемые перемещения револьверной головки составят:
XМ (F) = ХД(Р) + Кx.,…………………(2.11)
ZМ (F) = ZД(Р) + КZ. (2.12)
Требуемые координаты опорных точек детали ХД(Р) ZД(Р), определяющих траекторию относительного перемещения режущего инструмента в системе ХДУДZД, задают в разрабатываемой управляющей программе, а необходимую размерную коррекцию КX, КZ окончательно выполняют при настройке станка.
На рис. 2.9 показана также исходная точка R, определяющая начало перемещения рабочих органов станка. Эта точка обычно расположена на краю рабочей зоны станка. Ее определяют в координатной системе станка тремя координатами XМ(R),YМ(R),ZМ(R), для чего используют элементы путевой автоматики – кулачки, путевые переключатели, упоры. Исходную точку R называют референтной, ее используют для проверки измерительной системы станка. При отсутствии информации о фактическом положении рабочих органов станка дается команда обнуления координат, по которой рабочие органы перемещаются по всем осям в исходную точку R, координаты которой в системе станка XМYМZМ постоянно определены.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 1108; Нарушение авторских прав?; Мы поможем в написании вашей работы!