КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Унификация
|
|
|
|
Унификация состоит в многократном применении в конструкции одних и тех же элементов, что способствует сокращению номенклатуры деталей и уменьшению стоимости изготовления, упрощению эксплуатации и ремонта машин. Унификация конструктивных элементов позволяет сократить номенклатуру обрабатывающего, мерительного и монтажного инструмента.
Унификации подвергают посадочные сопряжения (по посадочным диаметрам, посадкам и точности размеров), резьбовые соединениям, шпоночные и шлицевые соединения, зубчатые зацепления, фаски и галтели. Унификация оригинальных деталей и узлов может быть внутренней (в пределах данного изделия) и внешней (заимствование деталей с иных машин данного или смежного завода). Унификация марок материалов, электродов, крепежных деталей, подшипников облегчает снабжение завода-изготовителя и ремонтных предприятий
На рис. а — в приведен пример компонования вала с насадной деталью, опертой в бронзовой втулке.
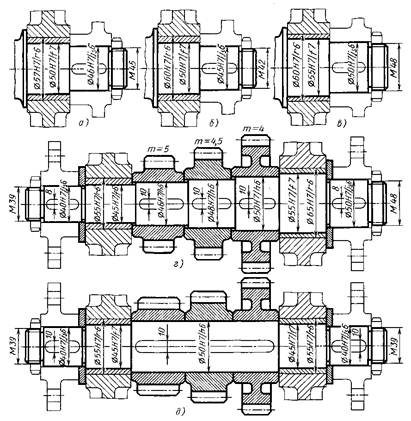
В конструкции а) выбор посадочных диаметров не продуман. Правильно назначен основной посадочный размер (диаметр опорной шейки) из числа нормальных (Ø50). Далее допущены ошибки. С целью уменьшения расхода бронзы конструктор принимает толщину стенок втулки равной 3,5 мм, вследствие чего получается нестандартный размер наружного диаметра втулки (Ø57). Стремясь увеличить прочность вала в насадном соединении, конструктор уменьшает диаметр вала по отношению к диаметру шейки на 2 мм на сторону, в результате чего получается нестандартный диаметр Ø46, который приводит к размеру резьбы М45 под затяжную гайку.
В компоновке на основе нормальных размеров (конструкция б ) наружный диаметр втулки 60 мм, диаметр насадного соединения 45 мм. Отсюда следует размер резьбы М42. Однако стандартизация размеров в данном случае приводит к некоторому снижению прочности вала и увеличению массы бронзовой втулки.
В более рациональной конструкции в) диаметр шейки 55 мм, наружный диаметр втулки 60 мм, диаметр насадного соединения 50 мм.
В конструкции г) допущен значительный разнобой в размерах посадочных диаметров, резьб, шпонок и модулей зуба.
В рациональной конструкции д) сокращено число посадочных размеров, унифицированы шпонки и модули зубьев (т = 4). Необходимая прочность зуба малых зубчатых колес достигнута увеличением их длины.
Итоги унификации

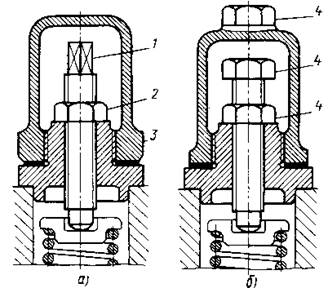
Пример унификации размеров под ключ
Три размера (1—3) Один размер (4)
Пример унификации оригинальных деталей
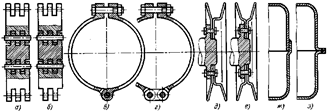
Конвейерная цепь (рис. а) составлена из звеньев двух типов.В рациональной конструкции б звенья унифицированы. Стяжной хомут (в) состоит из двух трудоемких деталей. Соединение промежуточной серьгой (г) позволяет сделать половины хомута одинаковыми. На рис. 286, д и е приведен пример унификации штамповок в узле составного шкива, на рис. 286, з и ж — в конструкции цилиндрического штампованного резервуара.
В рациональной конструкции б) звенья унифицированы. Стяжной хомут в) состоит из двух трудоемких деталей. Соединение промежуточной серьгой г) позволяет сделать половины хомута одинаковыми. На рис. д) и е) приведен пример унификации штамповок в узле составного шкива, на рис. З) и ж) — в конструкции цилиндрического штампованного резервуара.
Нередко унификация достигается лишь в результате целенаправленной проработки, требующей оригинальных решений. В редукторе с двумя концентричными валами, вращающимися с одинаковой частотой, но в противоположные стороны, на приводном валу посажены два зубчатых колеса, одно из которых 1 сцепляется с колесом 2 редуктора, второе 3 - через промежуточное колесо 4 с колесом 5.
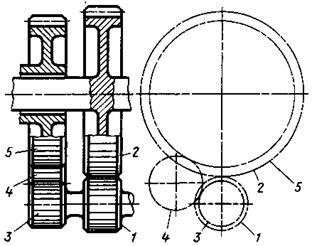
Узел имеет колеса четырех наименований. Многодетальность и сложность конструкции вызваны необходимостью предупредить задевание зубьев колес 3 за зубья колеса 5. Для этого потребовалось уменьшить диаметр колеса 3 и соответственно (для сохранения передаточного числа) уменьшить диаметр колеса 5.
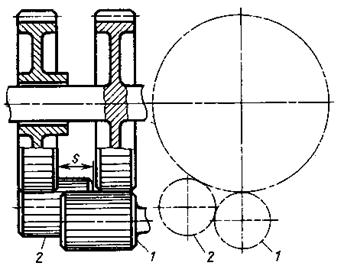
В оригинальном решении шестерня 1 приводного вала зацепляется с одной стороны с правым колесом редуктора, а с другой стороны - с шестерней 2 привода. Число наименований колес сокращено до двух; малые и большие колеса редуктора попарно одинаковы. Для этого понадобилось только расставить большие колеса редуктора на расстояние s, достаточное для сцепления малых колес.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 636; Нарушение авторских прав?; Мы поможем в написании вашей работы!