КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Загальна характеристика верстату
|
|
|
|
МОДЕЛІ А662
ПОВЗДОВЖНЬО-ФРЕЗЕРУВАЛЬНИЙ ВЕРСТАТ
Y1 групи: фрезерувальні напівавтомати
Лекція 11. Кінематичні структури, схеми та настроювання верстатів
Використанння у горизонтально- та вертикально-фрезеруваль-них верстатах.
Схеми настроювання універсальної ділильної голівки та ії
Завдання на самостійну роботу
- по літературі [ 1,3, 8, 9, 10, 25] уважно розібрати принцип роботи, область використовування, характерні рухи та операції, види оброблюваних поверхонь, інструментальне забезпечення вертикально-, горизонтально – та універсально-фрезерувальних верстатів;
- по практичній роботі № 3 уважно розібрати принцип роботи,
Кінематичні структури, схеми та настроювання повздовжньо-фрезерувального верстату та фрезерувальних напівавтоматів [1-3, 7, 10, ].
Завдання на самостійну роботу.
Призначення верстату. Верстат призначений для фрезерування одночасно з двох сторін плоских поверхонь важких деталей торцевими, циліндрічними і кінцевими фрезами в умовах серійного і масового виробництва. На верстаті можна одночасно обробляти групу деталей середніх розмірів, якщо закріпити останні на столі в одну лінію.
Технічна характеристика верстата А662
Робоча поверхня столу, мм.........................................450X1600
Найбільший повздовжній хід столу, мм..............................1500
Відстань від вісі шпинделів до поверхні столу, мм:
найбільше...............................................................................................400
найменше................................................................................................115
Відстань між головками шпинделів, мм:
найбільше...............................................................................................650
найменше......................................................................................300
Відстань від вісі шпинделів до хоботів, мм...........................195
Число швидкостей обертання кожного шпинделя......................12
Межі чисел оборотів шпинделів за хвилину.....................30—375
Кількість швидкостей подач столу............................................12
Межі швидкостей подач столу, мм/мін.............................36,5—475
Швидкість швидкого переміщення столу, мм/хв.....................3750
Потужність, КВт:
головних електродвигунів.....................................................................6
приводу швидких переміщень столу.......................................2,3
приводу подач.....................................................................................1,7
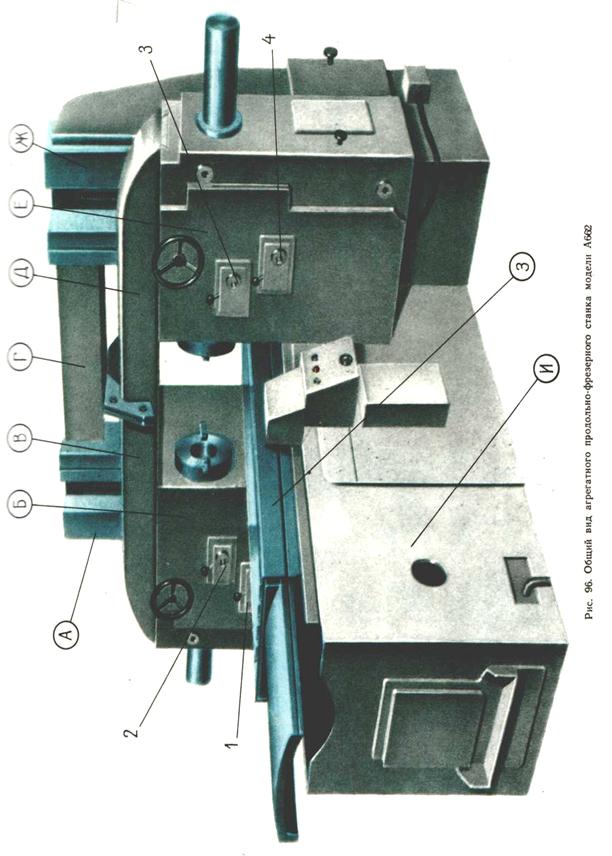
Основні вузли верстата (мал. 86). Верстат А662 змонтований з окремих агрегатних вузлів: А, Ж — стійкі; Б, Е — бабки шпинделів; У, Д — хоботи; Г — поперечна балка; 3 — стіл; І — станина.
Органи управління. На верстаті є квадрати 2 і 3 для ручного переміщення бабок шпинделів по висоті і квадраты / и 4 для переміщення гільз шпинделів уздовж своїх вісей, а також рукоятка для перемикання величин подач столу. У представленій проекції загального вигляду цієї рукоятки не видно.
Рухи у верстаті. Рухи різання-обертання кожного з двох шпинделів з
фрезами.Рух подачі-повздовжнє поступальне переміщення столу із за-
готівкою. Допоміжні рухи- швидке переміщення столу, ручні установчі
вертикальні переміщення бабок шпинделів і ручні поступальні переміщен-
ня гільз зі шпинделями уздовж своїх вісей.
|
Мал. 86. Загальний вигляд повздовжньо- фрезерувального верстату
моделі А662
Принцип роботи. Заготовки закріплюють на столі, якому надається по-
ступальна хода тільки в повздовжньому напрямку. У двох горизонтальних шпинделях, змонтованих у висувних гільзах, що розташовані в шпіндель-
них бабках, можуть бути закріплені різні типи фрез.
Настроювання верстата відповідно до конфігурації і розмірів оброб-люваної заготовки проводиться переміщенням бабок шпинделів у верти-кальних напрямках і гільз шпинделів у горизонтальних напрямках уздовж вісей. Верстат дозволяє працювати по напівавтоматичному циклу: „швидке підведення — робоча подача — швидке відведення в початкове положення і зупинка”; для цієї мети передбачено командоапарат і переставні кулачки, розташовані в бічному пазу столу.
Конструктивні особливості. Основні вузли і механізми верстата максимально уніфіковані, що забезпечує зручне його обслуговування і ремонт. При співісному розташуванні бабок, хоботи верстата можуть бути з”єднані, що значно збільшує жорсткість верстата. При обробці висо-ких деталей хоботи роз'єднують.
Бабки шпинделів мають незалежні приводи вертикальних переміщень і залежно від конфігурації оброблюваних заготовок можуть бути встановлені як на одній висоті, так і на різних рівнях.
Типи повздовжньо-фрезерувальних верстатів. Широкого поширення набули повздовжньо-фрезерувальні верстати моделей 6622, 6632, 6642, 6652, 6662, 6682. В даний час випущений повздовжньо-фрезерувальний верстат моделі 6610. Верстат обладнаний дистанційним керуванням з підвісного пульту, однорукоятковим гідрофіцируваним механізмом перемикання швидкостей обертання фрез, механізмом безступінчастої зміни величин подачі столу і фрезерних голівок, автоматичним затиском поперечини, фрезерних голівок і пінолей, автоматичним відведенням фрез від оброблених поверхонь з метою оберігання їх від пошкоджень при зворотньому швидкому ході столу, а також пристосуванням для автоматичного усунення зазорів в напрямних столу і фрезерних голівок з метою підвищення точності оброблюваних деталей.
Демонструються відеофайли: 74-80 – робота одностоякових та двостоякових, двошпиндельних та чотирьохшпиндельних повздовжньо-фрезерувальних верстатів.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 806; Нарушение авторских прав?; Мы поможем в написании вашей работы!