КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Построение САПР ТП на базе использования процессов-аналогов
|
|
|
|
Процессами-аналогами называют типовые и групповые ТП. Единичный ТП можно проектировать на основе процессов-аналогов. В этом случае его структура и содержание технологических операций в значительной мере определяются структурой процесса-аналога.
В основе использования типовых ТП лежит предварительная классификация деталей по конструктивно-технологическим признакам. Цель классификации - определение принадлежности детали к некоторой группе (классу) деталей, обладающих общностью конструктивно-технологических признаков.
В промышленности находит применение технологический классификатор деталей (ТКД) машиностроения. Классификатор включает 100 классов. Классы 71-76 охватывают детали всех отраслей промышленности основного и вспомогательного производств. Например, класс 71 - тела вращения типа колес, дисков, шкивов, блоков, стержней, втулок, стаканов, колонок, валов, осей, штоков шпинделей и др.
ТКД можно использовать для решения следующих задач:
- анализа номенклатуры деталей по их конструктивно-технологическим признакам;
- группирования деталей по конструктивно-технологическому подобию для разработки процессов-аналогов;
- унификации и стандартизации деталей в ТП их изготовления;
- тематического поиска и использования ранее разработанных процессов-аналогов.
ТКД представляет собой систематизированный в виде классификационных таблиц свод наименований общих признаков деталей, составляющих их частные признаки и кодовые обозначения. Структура полного конструкторско-технологического кода детали состоит из обозначения детали и технологического кода длиной в четырнадцать знаков. Технологический код состоит из двух частей: постоянной части из шести знаков (рис. 2.5, а) и переменной части из восьми знаков (рис. 2.5, б).
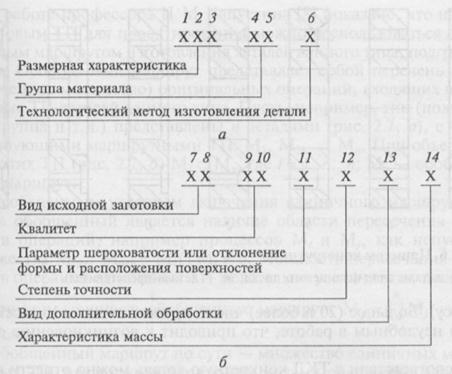
Рис. 2.5. Структура технологического кода деталей, обрабатываемых резанием:
а - постоянной части; б - переменной
Структура переменной части технологического кода зависит от технологического метода изготовлении деталей (позиция 6, см. рис. 2.5, а):
• 1- литье; • 2- ковка и объемная штамповка;
• 3 - листовая штамповка; • 4 - обработка резанием;
• 5 - термическая обработка; • 6 - формообразование из полимерных
материалов и резины;
• 7 - покрытие; • 8 - электрофизико-химические методы;
• 9 - методы порошковой металлургии.
Соответственно ТКД содержит 9 разделов. Использование таблиц ТКД позволяет однозначно представить конструкторско-технологические признаки детали в виде кода описанной структуры.
В соответствии с ТКД конкретную деталь можно отнести к соответствующему классу, подклассу, группе, подгруппе или типу. Для каждого типа определена деталь-представитель (рис. 2.6). Для нее разрабатывают типовой ТП, структуру и основные параметры которого считают известными.
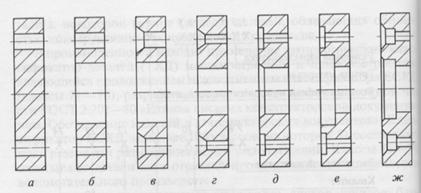
Рис. 2.6. Примеры конструкций:
а-е - детали типа фланцевого диска; ж - деталь-представитель
Сведения о процессах-аналогах входят в информационное обеспечение САПР ТП. Разработку единичных ТП изготовления деталей на основе процессов-аналогов выполняют в соответствии со структурной диаграммой, приведенной на рис. 2.7. На рис. 2.7: I 1- I 6 - входная информация; А 0 -А 7 - модули проектирования; C 1- С З - управление; М 1- М 2 - механизм реализации; О 1 - О 9 - выходная информация.
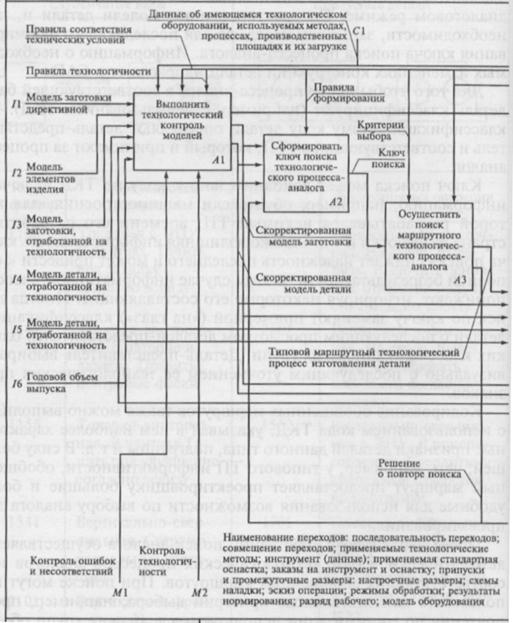
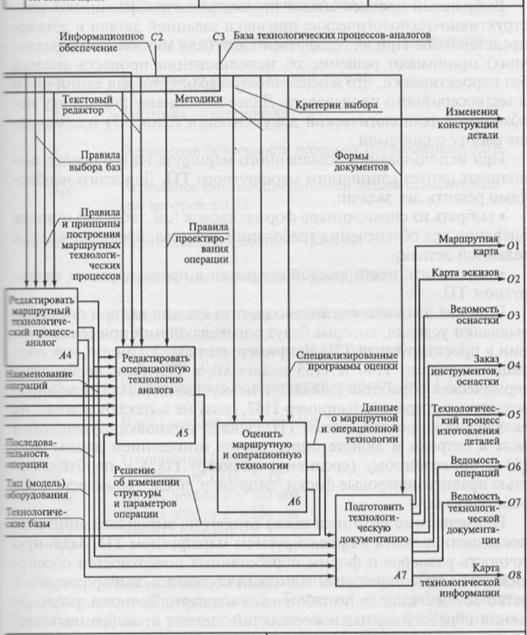
Рис. 2.7. Структурная схема проектирования единичного ТП изготовления детали на базе процесса-аналога
Используют конструктивно-технологические модели детали и исходных заготовок (как разработанных в ходе ТПП, так и директивно заданных). Параметры моделей можно вводить с помощью процессора ввода-вывода САПР ТП или импортировать из CAD, что в особенности характерно для интегрированных САПР. Вводят данные о годовом объеме выпуска, определяющие в сочетании с известной массой летали, тип ее производства. Технологический контроль моделей (блок А 1), целью которого является выявление ошибок, несоответствий и нетехнологичных элементов конструкций изготавливаемых деталей, выполняют в диалоговом режиме.
Для того чтобы найти процесс-аналог в соответствующей базе, деталь классифицируют (например, с использованием ТКД). По классификационному коду детали определяют деталь-представитель и соответствующий ей ТП, который и принимают за процесс-аналог.
Ключ поиска может дополнительно к коду по ТКД включать информацию, например, об отрасли машиностроения, для которой разрабатывался искомый ТП, времени его разработки, стране разработки и т.д.
После ввода ключа собственно поиск аналога осуществляется автоматически в базе технологических процессов-аналогов. При поиске могут использовать дополнительные критерии выбора, например, предпочтения по минимизации используемых в аналоге групп оборудования и т.д.
Контрольные вопросы (дополнить)
1. Перечислите основные принципы проектирования ТП. Дайте краткую характеристику каждого из них.
2. Из каких основных этапов состоит ТП изготовления детали? Дайте краткую характеристику каждого этапа.
3. Каковы основные особенности проектных технологических решений?
4. Укажите основные действия проектировщика при неавтоматизированной разработке ТП изготовления деталей.
5. По каким основным признакам характеризуют САПР ТП?
6. В каких основных режимах эксплуатируют САПР ТП?
7. Каковы общесистемные принципы построения САПР ТП?
8. Что включает и себя программно-методический комплекс САПР ТП?
9. Каковы базовые методологии построения САПР ТП изделий машиностроения?
10. Что такое технологический классификатор деталей машиностроения (ТКД)? По каким основным признакам классифицируют детали машиностроения?
11. Назовите входную информацию при проектировании единичного ТП изготовления детали на базе процесса-аналога (I 1- I 6 на рис. 2.7).
12. Назовите модули проектирования при разработке единичного ТП изготовления детали на базе процесса-аналога (А 0 -А 7 на рис. 2.7).
13. Назовите управление и механизм реализации при проектировании единичного ТП изготовления детали на базе процесса-аналога (C 1- С З и М 1- М 2 на рис. 2.7).
14. Назовите входную информацию при проектировании единичного ТП изготовления детали на базе процесса-аналога (О 1- О 9 на рис. 2.7).
15. Назовите область применения САПР ТП на базе использования процессов-аналогов.
16. Отличия САПР ТП на базе использования процессов-аналогов и САПР синтеза единичных ТП.
|
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 1401; Нарушение авторских прав?; Мы поможем в написании вашей работы!