КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Принципы ЛИН
|
|
|
|
Принципы ЛИН, развитые в Тойоте позволяют наполовину сократить расходы на проектирование, производство, ресурсы и время по сравнению с массовым производством. ЛИН в значительной степени больше подходит к управлению процессами, чем к оборудованию. Принципы ЛИН могут быть адаптированы к разным видам процессов (разработки, производства, сервиса, офисным). В общем случае можно говорить об операционных принципах ЛИН. Основной задачей ЛИН является исключение всех видов потерь и максимизации эффективности. ЛИН включает в себя следующие основные элементы:
— Определение и исключение потерь процесса
— Производственные системы, основанные на вытягивании
— Непрерывный поток
— Карты процесса создания ценности
— Уменьшение временных ловушек
— Рабочие ячейки
— Обсудим эти элементы
— Определение и исключение потерь процесса
Ташии Оно определяет 7 источников потерь:
1. Перепроизводство (много и рано)
2. Ожидание
3. Задачи логистики
4. Излишние этапы процесса
5. Избыток запасов
6. Излишние операции
7. Возникновение дефектов
Эти источники потерь приводят к потерям (муда) 1–го и 2–го рода. Потери
1–го рода не добавляют ценности, но необходимы в технологическом цикле (контроль, совещания и т.п.).
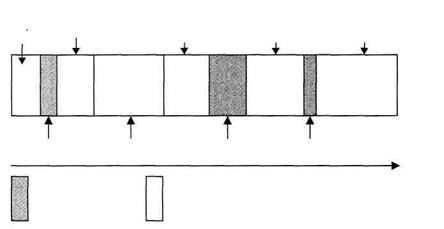
Потери 2–го рода также не добавляют ценности и должны быть устранены. Они могут быть идентифицированы с помощью построения карт потока создания ценности– КПСЦ. Перепроизводство улучшается за счет вытягивающих процессов. Потери за счет запасов, ожиданий, транспорта и ненужных операций уменьшаются за счет применения рабочих ячеек и непрерывного потока. Уменьшение временных ловушек необходимо, чтобы сделать поток непрерывным и проще определять дефекты, Кроме принципов ЛИН необходимо использовать и другие методы (СУП, пока–ёка, эргономику и т.п.). На рисунке 6.7 приведена упрощенная КПСЦ.
|
|
|
|
| Транспортировка Установка Контроль Ожидание Ожидание |
| Литье Ожидание Обработка Сборка |
| Время |
| Время без добавления ценности |
| Добавление ценности |
Рис.6.7 – Упрощенный вид карты процесса
Основываясь на принципах ЛИН ряд этапов добавляют ценность, ряд не добавляют. Представленные на рисунке 6.7 ячейки пропорциональны времени. Весь интервал называется циклом реализации процесса. Отношение времени добавления ценности к общему времени процесса характеризует его эффективность. Основная задача ЛИН повысить эту эффективность. Процесс, относящийся к ЛИН эффективней не менее чем на 25%.
Производственные системы, основанные на вытягивании
Вытягивающая система представляет собой систему, управляемую требованиями потребителя. Пример – наличие товара на полках супермаркета без обращения на склад. Тут используются два потока: информации и материалов. Эти потоки противоположны друг другу. При использовании выталкивающей технологии потоки информации и материалов однонаправлены. Примером выталкивания является сельское хозяйство. Этот способ приводит к перепроизводству и должен быть уменьшен.
Непрерывный поток
Эффективность процесса зависит от организации протекания потока. В ТПС эффективным признается непрерывный поток. Однако, на практике ряд процессов не являются непрерывными, например организация рабочего пространства или поток выпуска отдельных партий. Процессы организации рабочего пространства часто называют «деревней станков», так как одинаковые станки группируются вместе. Тогда эпюра перехода от группы к группе довольно хаотична. Такая организация приводит к низкой утилизации, большим задержкам, большим запасам, длительному циклу. Единственное преимущество такой организации большая вариативность. Организация работ процессов сервиса также прерывный процесс, прохождение через ряд служб удлиняет время. Возникновение ошибок на предыдущем этапе заставляет возвращать документ для исправления. Изготовление партиями лучше по организации, но также прерывно, так как накапливаются запасы и увеличивается время. ЛИН предлагает непрерывный поток изготовления одного изделия. Задачей процессно– ориентированного потока установить оборудование последовательно, основываясь на выпуске продукции определенного типа. При этом сокращаются расстояния транспортировки, требуемые объемы для хранения и общее время. Выпуск одного изделия в единицу времени лучше чем выпуск партии за какое то время. С другой стороны, любая ошибка в любом процессе вызывает остановку линии. При традиционном западном менеджменте создается амортизационный запас помогающий компенсировать эффект остановки линии. Однако, в ТПС считают, что такой запас имеет больше недостатков, чем достоинств замораживая средства и усугубляя проблемы. В ТПС отсутствует запас и все усилия направлены на ликвидацию возможности отказов.
|
|
|
Уменьшение временных ловушек
При применении принципов ЛИН необходимо, чтобы длительность временных ловушек при переходе от одного вида продукции к другому была уменьшена. С другой стороны, при переходе от одного типа продукции к другому производственная система может подвергаться многочисленным переменам. В ТПС разработано много методик по уменьшению временных ловушек. Однако, основной идеей является разделение временных ловушек на две категории внешних и внутренних. Внутренние учитываются при наладке оборудования, когда выпуск продукции прекращается. Внешние задержки учитываются, когда выпуск продукции не прекращается. Основной идеей уменьшения является превращение элементов во внешние. Классический пример – обслуживание в ресторане от заказа до получения заказанного блюда.
Рабочие ячейки
В ТПС идеальный производственный процесс осуществляется в рамках рабочей ячейки (рис.6.8).
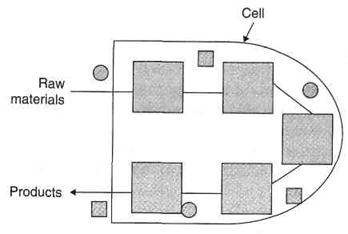
Рис.6.8 – Рабочая ячейка для выпуска одного изделия
|
|
|
Рабочая ячейка представляет собой U – образную конфигурацию из станков и приборов образующих производственную линию. Такая конфигурация экономит площадь и уменьшает перемещения операторов
Карты потока создания ценности и проектный менеджмент
Карты процесса являются схематической моделью. В процессном менеджменте стараются определить процесс и составить его карту. Карта обеспечивает понимание и взаимосвязь. Во многих случаях карта позволяет увидеть дублирование операций или даже их ненужность.
А.Картирование процесса
Графическое представление позволяет визуализировать течение процесса, установить связи, понять основные виды деятельности. Алгоритм действий показан на рисунке 6.9.
Рис. 6.9 – Алгоритм картирования процесса
Б. Карты потока создания ценности – КПСЦ
КПСЦ другой способ описания процесса, по сравнению с обычными картами процесса обеспечивает дополнительную информацию:
Одновременное представление потоков работ (материалов) и потоков информации.
Анализ потока процесса и принципов ЛИН
Представление метрик ЛИН
После составления КПСЦ идентифицируются все шаги, добавляющие ценность в обоих потоках. Определяются также этапы, приносящие потери и анализируется их влияние на процесс. Появляется карта «как есть» и ведется перестройка процесса и его составляющих по принципу «как должно быть». Идеальное состояние может и не быть достигнуто. КПСЦ составляется вручную с помощью карандаша и бумаги. Карта составляется от последнего шага процесса к первому. Иконки материального и информационного процессов, а также итоговые карты хорошо представлены в книге [27].
В. Менеджмент процесса
МП – свод знаний для улучшения процесса. Результативность и эффективность процесса оценивается качеством, объемом, стоимостью, быстротой реакции и т.п. МП включает в себя 5 фаз:
— картирование процесса;
— диагноз процесса;
— проектирование процесса;
— создание процесса;
— использование процесса.
МП имеет много общего с МШС, однако МП не предлагает методов качества, он фокусируется на стоимости, эффективности, времени цикла и не учитывает характеристик и воспроизводимости процесса. Сегодня МШС использует как методы МП, так и повышение качества.
|
|
|
Тема 4.2- Метод «шесть сигма»
Понятия, термины. Область применения. Основные этапы. Метод «шесть сигма».
МШС – метод, обеспечивающий совершенствование бизнес процессов за счет улучшения характеристик и уменьшение вариабельности. В терминах статистики МШС достигает малых отклонений за счет снижения вариабельности процессов. Процессом может быть сама продукция, производящая система или желания потребителя.
На входе могут быть материалы, процедуры, методы, информация, люди, их умения, знания, профессионализм, оборудование и т.д. На выходе: продукция, сервис, информация, документация.
Часто процесс изображают в виде Р – диаграммы (рис.6.1), на входе пожелания, энергия, сигналы; на выходе: параметры, функции, исполнение и т.п. На процесс воздействуют ресурсы и параметры проектирования и противодействуют шумовые факторы. Применяют также SIPOC (supplier–input–process(X)–output (Y)–customer) –диаграммы, используются также маршрутные карты процесса и карты потока создания ценности.
Жизненный цикл продукта и процесса имеет много одинаковых черт:
1. Они имеют потребителей (внешних или внутренних)
2. Они должны выполнять пожелания потребителей
3. Они постоянно должны отвечать требованиям
4. Они проходят через одинаковые этапы ЖЦ
Однако, у них есть и отличия, например, после поставки продукции на нее трудно воздействовать. Очевидно, что в силу совпадений многие инструменты МК применимы и к процессам.
|
|



Рис.6.1 – Р – диаграмма
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 1047; Нарушение авторских прав?; Мы поможем в написании вашей работы!