КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Воспроизводимость процессов и МШС
|
|
|
|
Прежде всего надо определиться с самим понятием «шесть сигма». Для этого необходимо ввести понятие воспроизводимости процесса – Ср.
Индекс воспроизводимости — безразмерная величина, показывающая связь между характеристиками технологического процесса и допуском.
Пусть USL и LSL — соответственно верхняя и нижняя границы поля допуска, а  — среднеквадратичное отклонение показателя качества в технологическом процессе. Тогда, если показатель имеет нормальное распределение и его среднее значение находится в середине поля допуска, индекс воспроизводимости Ср определяется по формуле
— среднеквадратичное отклонение показателя качества в технологическом процессе. Тогда, если показатель имеет нормальное распределение и его среднее значение находится в середине поля допуска, индекс воспроизводимости Ср определяется по формуле
Сp = (USL–LSL)/ 6 (6.1),
где при контроле технологического процесса с помощью контрольных карт в качестве несмещенной оценки стандартного отклонения принимается величина
 /c (6.2),
/c (6.2),
если расчет ведется через стандартные отклонения, или
 (6.3),
(6.3),
если используются размахи.
В этих условиях при Сp = 1 вероятность брака теоретически составляет 0,27% (см. рис. 6.2); при этом доля несоответствующих изделий составит при этом 27/10000 = 2700 изделий на миллион, т.е. 2700 ppm (ppm — parts per million — единица измерения уровня несоответствий).
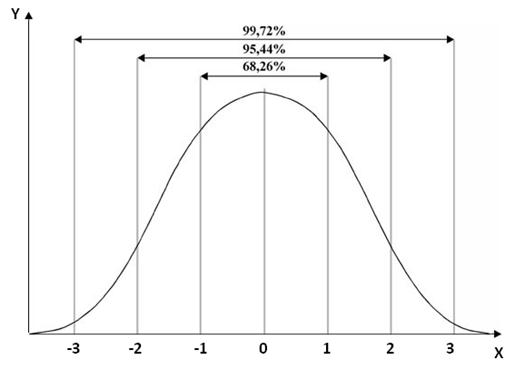
Рис.6.2 – Симметричное распределение при ± три сигма
Стандарт рекомендует в качестве минимально приемлемого значения Сp = 1,33 (дефектность составит 63 ppm). При Ср = 1,67 уровень несоответствий составит 6 ppm, а при Сp = 2, когда поле допуска вдвое шире диапазона рассеивания технологического процесса, — 2 изделия на миллиард.
Часто используется обратная величина, иногда называемая коэффициентом точности,
kT=l/Cp. (6.4)
Он вычисляется в процентах и показывает часть поля допуска, покрываемую рассеиванием процесса. Например, С = 1,33 соответствует 75% поля допуска.
|
|
|
При одностороннем допуске вместо формулы (6.1) используют соответственно верхний индекс воспроизводимости.
Cpu= (USL –  )/ 3 (6.5)
)/ 3 (6.5)
( — средний уровень настройки процесса), или нижний индекс воспроизводимости
Cpl = (–LSL)/ 3 (6.6)
Индекс воспроизводимости (6.1) предполагает точное центрирование процесса — совпадение среднего значения с целевым уровнем  . Для учета расхождения между характеристиками вводится индекс центрированности к:
. Для учета расхождения между характеристиками вводится индекс центрированности к:
 (6.7)
(6.7)
при точном центрировании к = 0, при совпадении среднего уровня с одной из границ поля допуска к = 1.
Индекс работоспособности процесса (иногда называется индексом настроенности или налаженности)
Cpk=Cp(1–k) (6.8)
не превышает индекса воспроизводимости.
На рисунке 6.3 показаны четыре возможные ситуации с точки зрения работоспособности процесса: а)процесс воспроизводим и центрирован;
б) процесс воспроизводим, но не центрирован, требует настройки; в) процесс невоспроизводим, г) процесс невоспроизводим и не центрирован. В последних двух случаях для обеспечения работоспособности процесса, как правило, усилий рабочего не достаточно, требуется вмешательство менеджеров высокого уровня.

Рис. 6.3 – Анализ работоспособности процесса
Рассмотренные показатели применимы для оценки возможностей процесса в том случае, если с использованием контрольных карт подтверждена статистическая управляемость процесса. Для индивидуальных наблюдений дополнительно необходимо убедиться в нормальности распределения контролируемого показателя. В таблице 6.1 приводится связь числа дефектных изделий со значением Сp. При размахе 12 сигм число дефектных равно 2 дефектам на миллиард при строгой симметрии распределения.
Таблица 6.1 – Зависимость числа дефектных при возрастании разброса
| № п/п | Сp | Сигма | % нахождения в зоне | Число дефектных на 106 |
| ±3 | 99,73 | |||
| 1,33 | ±4 | 99,9964 | ||
| 1,67 | ±5 | 99,999957 | 0,57 | |
| 2,0 | ±6 | 99,99999998 | 0,0002 | |
| Со сдвигом | 6±1,5 | 99,99966 | 3,4 |
Однако, специалисты Моторола посчитали, что среднее значение может отличаться от целевого на 1,5 сигма, тогда число дефектных на миллион равняется 3,4. Эта цифра принята за норму и все расчеты, связывающие качество процессов с выходом годных ведутся из расчета 3,4 dpm (дефектов на миллион). Эта ситуация иллюстрируется на рисунке 6.4.
|
|
|

Рис.6.4 – Расчет несоответствий в МШС
Для получения наилучшей воспроизводимости процесса необходимо выполнение двух условий:
1. Действительное среднее процесса должно располагаться как можно ближе к целевому значению или к среднему ГС.
2. Разброс значений процесса должен быть меньше функциональных границ.
Цель любого проекта МШС удовлетворять всем основным требованиям с высокой степенью точности. Существует две возможности: улучшение процесса ШС и использование ДФСС (см. параграф 6.4).
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 2187; Нарушение авторских прав?; Мы поможем в написании вашей работы!