КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Магній, його властивості
|
|
|
|
Розділ 10 МАГНІЙ І СПЛАВИ НА ЙОГО ОСНОВІ
Магній - лужноземельний метал II групи періодичної системи елементів Д.І.Менделєєва. Атомна вага - 24,31, колір - світло-сірий. Характерною властивістю магнію є мала густина (1,74 г/см3). Температура плавлення - 650 °С.
Кристалічна ґратка гексагональна (а=3,203; С=5,2002А). Теплопровідність магнію значно менша порівняно із алюмінієм (0,37 кал/(см·с·°С)), а коефіцієнти лінійного розширення майже однакові (26,1·10·6C-11 при 20... 100 °С). Модуль пружності Е=44 ГПа.
У результаті взаємодії із киснем утворюється оксид магнію MgO, який має суттєво менший об'єм, порівняно із чистим металом, тому магній повинен відносно швидко окислюватись.
Незважаючи на це, до температури 450 °С оксидна плівка на поверхні магнію має захисні властивості, а при більш високих температурах вона пухка та легко пропускає кисень до поверхні металу. При нагріванні на повітрі до 623 °С магній запалюється, чим і пояснюється його використання у піротехніці та хімічній промисловості. Волога магнієва пудра запалюється при 360 °С. Тому з метою уникнення запалювання виливків при термообробці їх очищують від магнієвого пилу, стружки та загусенців.
Найбільше прискорюють окислення магнію домішки нікелю та міді, меншою мірою - галій, цинк, олово та алюміній. Берилій зменшує швидкість окислення магнію. Він відносно магнію є поверхнево-активним елементом і тому концентрується у поверхневих шарах оксидної плівки. Оксид берилію утворюється зі збільшенням об'єму, на відміну від оксиду магнію, і тому сприяє підвищенню захисних властивостей плівки.
Введення близько 0,02 % Be різко зменшує окислювання магнію та його сплавів при нагріванні на повітрі до самої точки плавлення.
При температурі термічної обробки магній та сплави на його основі не реагують з азотом.
Магній інтенсивно взаємодіє із воднем. У рідкому магнії при температурі кристалізації розчиняється близько 50 см3/100 г водню, а у твердому - близько 20 cмз/l00 г.
Магній легко розчиняється у всіх розведених мінеральних кислотах, але стійкий у гасі, бензині, мінеральних маслах, спирті, фреоні.
Магній і його сплави дуже електронегативні і тому інтенсивно кородують в електролітах у контакті із іншими металами.
Із холодною водою магній практично не взаємодіє, у морській воді піддається корозії.
Залізо, мідь, кобальт, кремній та нікель різко погіршують корозійну стійкість магнію, а цирконій і марганець підвищують його корозійну стійкість.
Способи захисту магнію і його сплавів від корозії базуються на нанесенні на поверхню виробів тонких щільних оксидних плівок чи покритті поверхні виробів лакофарбовими чи епоксидними захисними шарами.
Технічний первинний магній випускається трьох марок - Мг96, Мг95 і Мг90 (вміст магнію відповідно 99,96; 99,95 і 99,90 %).
Механічні властивості литого магнію: σв= 110МПа; σ0,2 =25МПа, δ=8 %, однак вироби із магнію не виготовляють, а використовують його для виробництва сплавів.
§ 14. Поняття про виробництво магнію
1. Магнієві руди. Як сировину для виробництва магнію використовують магнезит, доломіт, карналіт і бішофіт.
Магнезит — природний карбонат магнію MgCO2 — містить до 28,8% Mg. Перш ніж переробляти, його випалюють при температурі 800...900°С, щоб мати каустичний магнезит— окис магнію: - MgCO3 MgO+CO2. 1
Доломіт— подвійний карбонат магнію і кальцію MgCO3 - СаСО3, в якому вміст окису магнію становить 14...22%. Підготування доломіту полягає в механічному збагаченні і випалюванні його. Під час випалювання відбувається така реакція:
MgCO3 СаСО3 -> MgO · СаО + 2СО2.
Карналіт — це подвійний хлорид магнію і калію MgCl2X XKCl·6H2O. Вміст хлористого магнію в ньому становить 12— 30%. Природний карналіт механічно збагачують і гідрохімічно обробляють, внаслідок чого утворюється штучний карналіт MgCl2-6H2O.
Бішофіт — шестиводний хлорид магнію MgCl2 · 6Н2О, який містить до 12% Mg. Бішофіт добувають, випаровуючи морську воду або розсіл озер.
2. Виробництво магнію здійснюють електролітичним і термічним способами.
Електролітичний спосіб складається з таких операцій: виділення чистих безводних солей магнію, електроліз Їх у розплавленому стані, рафінування магнію.
Залежно від складу сировинних матеріалів хлорид магнію добувають зневоднюванням кристалогідратів хлористих солей магнію або хлоруванням кисневих його сполук. Штучний карналіт і бішофіт зневоднюють у дві стадії. Перша здійснюється в трубчастій обертовій печі завдовжки 40 м і діаметром 3 м, де при повільному нагріванні руди до 220—420° С випаровується основна маса води. Друга стадія — зневоднення і виділення розплавленого MgCl2 — відбувається в електричних печах при температурі 750—800° С. Магнезіт і доломіт, які містять кисневі сполуки магнію, хлорують. Для цього, подрібнивши ці руди, перемішують їх з графітом, пресують у брикети і завантажують в електропіч, де при температурі 800—900° С обробляють хлором, що й приводить до утворення MgCl2.
Електроліз хлоридів магнію проводять у герметичних ваннах. Ванну заповнюють електролітом з розплаву MgCl2 і безводних хлористих солей КСl, NaCI та СаСІ2. Катоди і аноди виготовлені відповідно із сталі і графіту. Під час електролізу, що відбувається при Температурі 700—750° С, MgCI2 розкладається і в катодному просторі виділяється розплавлений магній, який спливає на поверхню електроліту. В анодному просторі при цьому виділяється хлор, який відсмоктується через трубопровід. Катодний і анодний простори відокремлені один від одного вогнетривкою діафрагмою. Магній-сирець, який утворився, відсмоктують вакуумним ковшем з катодного простору і відправляють на рафінування.
Рафінування проводять у тигельних печах, де магній-сирець переплавляють із спеціальними флюсами. Проте найкраще очищають (до 99,99% Mg) магній сублімацією в глибокому вакуумі (13—126 н/м2, або 0,1—0,2 мм рт. ст.) при температурі 600° С. Після рафінування магній переплавляють і розливають у злитки.
Термічний спосіб виробництва магнію — це відновлення його з окису за допомогою вуглецю, кремнію або карбіду кальцію при високих температурах і глибокому вакуумі. Вироби лений магній відправляють на рафінування.
10.3. Класифікація магнієвих сплавів
Магнієві сплави так само, як і алюмінієві, за способом виробництва із них напівфабрикатів і виробів поділяються на дві основні групи:
деформовані - для виробництва напівфабрикатів методами обробки тиском;
ливарні -: для отримання деталей методом фасонного лиття.
Деформовані сплави позначаються літерами МА, ливарні - МЛ, за якими знаходиться умовний номер сплаву.
Деформовані сплави розроблено на базі систем Mg-Mn, Mg-Al-Zn, Mg-Zn-Zr, Mg-РЗМ (рідкоземельний метал) і Mg-Li (табл. 10.1). Таблиця 10.1. Склад та типові механичні властивості* деформованих магнієвих сплавів
| Марка сплаву | Вміст, % | Вид термообробки | sB, МПа | sО,2, МПа | δ,% |
| МА8 | Mg 1,3...2,2 | - | |||
| Се 0,15...0,35 | |||||
| МА2-1 | ΑΙ 3,8...5 | - | |||
| Ζn 0,8... 1,5 | |||||
| Mg 0,3...0,7 | |||||
| МА14 | Zn 5,6...6 | Старіння | |||
| Zr 0,3...0,9 | |||||
| МА12 | Nd 2,3...3,5 | Гартування | |||
| Zr 0,3...0,8 | та старіння | ||||
| МА21 | Li 7...10 | - | |||
| Cd 3...5 | |||||
| PЗM 0,05...0,15 |
* Властивості пресованих напівфабрикатів.
Термічно зміцнюваний сплав МА8 містить, крім марганцю, також незначну домішку церію, завдяки чому утворюється Mg9Ce, що подрібнює зерно і додатково зміцнює сплав. Структура сплаву складається із зерен твердого розчину на базі магнію, частинок марганцю та сполуки Mg9Ce. Сплав відрізняється достатньою корозійною стійкістю і зварюваністю.
Дещо міцніший сплав МА2-1, крім основних компонентів алюмінію і цинку, додатково леговано марганцем, що поліпшує корозійну стійкість. Сплав МА2-1пч (підвищеної чистоти) відрізняється від базового сплаву МА2-1 значно меншим вмістом домішок заліза, міді і нікелю, що робить його більш корозієстійким (у сплаві МА2-1 може бути 0,04 % Fe, а у сплаві МА2-1пч - тільки 0,005 % Fe). Сплави МА2-1 і МА2-1пч термічною обробкою не зміцнюються, їх використовують у гарячедеформованому чи відпаленому станах, їхня структура складається із зерен твердого розчину на основі магнію і залишків частинок Mg17Al та алюмінідів марганцю, що не розчинилися при температурі гарячого деформування (рис. 10.4).
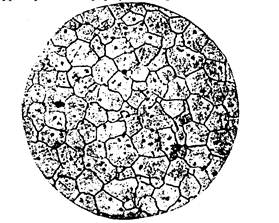
Рис. 10.4. Мікроструктура відпаленого сплаву МА5
Сплав МА14 гартується при охолодженні на повітрі з температури гарячої деформації, після чого його піддають старінню при 170 °С 10...24 год. Зміцнення при старінні відбувається завдяки виділенню метастабільної в-фази (MgZn). Цирконій у сплав вводять для подрібнення зерна. Крім того, цирконій пов'язує домішки заліза у тугоплавкі інтерметаліди, що осідають при плавленні на дно, і розплав очищається від цієї шкідливої домішки, яка знижує корозійну стійкість. Головна перевага сплаву ΜΑ 14 — високі показники міцності та текучості, а основний недолік - погана зварюваність.
Сплав МА12, розроблений на базі системи Mg-Nd, використовують як жароміцний для роботи при температурах до 200 °С. Розчинність неодиму в магнії при евтектичній температурі (552 °С) становить 3,6 % і значно зменшується при зниженні температури. Сплав МА12 гартують від 535 °С у воду і піддають старінню при 200 °С протягом 16 год., при якому виділяється метастабільна фаза, що зміцнює сплав.
Сплави на базі системи Mg-Li, які мають густину 1,3... 1,6 г/см3, називають надлегкими. Сплав МА21 складається із а-розчину на основі магнію і jS-розчину на основі літію з ОЦК-гратками. Питома жорсткість цього сплаву (відношення модуля пружності до густини) на 20...ЗО % є вищою, ніж інших магнієвих і алюмінієвих сплавів. Жорсткість конструкцій з цього сплаву більша порівняно із жорсткістю конструкцій однакової маси з більшості інших металевих сплавів.
Ливарні сплави розроблено на базі систем Mg-Al-Zn, Mg-Zn-Zr, Mg-Nd, вони за складом близькі до деформованих сплавів відповідних систем (табл. 10.2). Призначення легуючих елементів таке саме, як і в деформованих. сплавах.
Найбільш широко використовують сплав МЛ5 і його модифікацію -сплав МЛ5пч, у якому, для забезпечення більш високої корозійної стійкості, концентрація шкідливих домішок заліза, міді і нікелю є на порядок меншою. Так, у сплаві МЛ5 допускають 0,06 % Fe, а в сплаві МЛ5пч - тільки 0,007 % Fe (рис. 10.5).
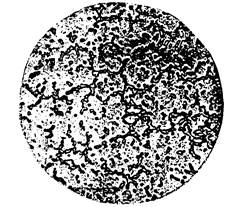
Рис. 10.5. Мікроструктура литого сплаву МЛ5
Таблиця 10.2. Хімічний склад ливарних магнієвих сплавів
| Марка сплаву | Хімічний склад основних компонентів, % | ||||||||
| Магній | Алюміній | Марганець | Цинк | Цирконій | Кадмій | Індій | Сума РЗМ | Лантан | |
| МЛ3 | Основа | 2,5...3,5 | 0,15...0,5 | 0,5...1,5 | — | — | — | — | — |
| МЛ4 | Основа | 5...7 | 0,15...0,5 | 2...3,5 | — | — | — | — | — |
| МЛ4пч | Основа | 5...7 | 0,15...0,5 | 2...3,5 | — | — | — | — | — |
| МЛ5 | Основа | 7,5...9 | 0,15...0,5 | 0,2...0,8 | — | — | — | — | — |
| МЛ5пч | Основа | 7,5...9 | 0,15...0,5 | 0,2...0,8 | — | — | — | — | — |
| МЛ5он | Основа | 7,5...9 | 0,15...0,5 | 0,2...0,8 | — | — | — | — | — |
| МЛ6 | Основа | 9...10,2 | 0,1...0,5 | 0,6...1,2 | — | — | — | — | — |
| МЛ8 | Основа | — | — | 5,5...6,6 | 0,7...1,1 | 0,2...0,8 | — | — | — |
| МЛ9 | Основа | — | — | — | 0,4...1,0 | 0,2...0,8 | — | Неодим | |
| МЛ10 | Основа | — | — | 0,1...0,7 | 0,4...1,0 | — | — | — | (1,9...2,6) |
| МЛ11 | Основа | — | — | 0,2...0,7 | 0,4...1,0 | — | — | 2,5...4 | Неодим |
| МЛ12 | Основа | — | — | 4,0...5 | 0,6...1,1 | — | — | — | (2,2...2,8) |
| МЛ1 5 | Основа | — | — | 4,0...5 | 0,7...1,1 | — | — | — | 0,6...1,2 |
| МЛ19 | Основа | — | — | 0,1...0,6 | 0,4...1,0 | — | — | — | Неодим |
| (1,6...3,2) |
Особливістю сплавів на базі системи Mg-Al-Zn є трохи незвичайний спосіб подрібнення зерна, а саме шляхом збільшення перегріву розплаву (при литті більшості сплавів збільшення перегріву розплаву призводить до росту зерна у виливку як наслідок розчинення або дезактивації частинок, що є центрами кристалізації).
Більш поширеним є інший спосіб подрібнення зерна в сплавах системи Mg-Al-Zn - введення у розплав вуглецевомістких речовин, наприклад гексахлоретану чи магнезиту. Частинки Аl4С3, що утворюються при цьому, є центрами кристалізації магнієвого сплаву.
Сплав МЛ5 має великий інтервал кристалізації (близько 160 °С), містить мало евтектики (цілком незрівноваженої) і тому має схильність до утворення усадочної пористості. У литому стані структура сплаву складається з а-твердого розчину всіх компонентів у магнії, включень Mg17Al12, залишків евтектики і невеликої кількості алюмінідів марганцю (рис. 10.6). Включення Mg17Al12 зумовлюють крихкість литого сплаву. Сплав піддають термічній обробці найчастіше за режимом Т4. При нагріванні під гартування до 415 °С із витримкою 12...24 год., утворюється гомогенний твердий розчин легуючих елементів у магнії. Під час охолодження на повітрі фаза Mg17Al12 не встигає виділитися з твердого розчину і при гартуванні підвищуються міцність і пластичність сплаву (див. табл. 10.3). При вмісті алюмінію і цинку поблизу верхньої межі складу у сплаві МЛ5 можливе утворення ділянок легкоплавкої евтектики і при нагріванні до 415 °С - перепал. У цьому випадку варто застосовувати двоступеневе нагрівання під гартування: спочатку до 360 °С із витримкою 3 години, протягом яких легкоплавка евтектика зникає, а потім - до 420 °С із витримкою 20...28 год., для найбільш повного розчинення надлишкових фаз.
Для захисту виливків із магнієвих сплавів від окислювання нагрівання під гартування виконують у повітряній атмосфері, що містить 0,5...1 % SO2 (на поверхні виливка утвориться захисна плівка сульфату магнію). Сірчаний газ подається у піч або утворюється у печі при розкладанні залізного колчедану.
Сплав МЛ5 піддають після гартування старінню при 200 °С, 16 год., (рис. 10.6). Через порівняно невисоку дисперсність виділень Mg17Al12 зміцнення при старінні дуже невелике. Тому обробку за режимом Т6 застосовують рідко, у тих випадках, коли необхідно трохи підвищити границю текучості, а також стабілізувати розміри деталей.
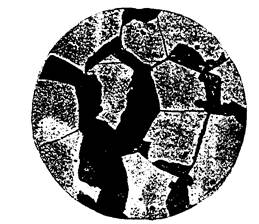
Рис. 10.6. Мікроструктура сплаву МЛ5 після старіння
Таблиця 10.3. Механічні властивості ливарних магнієвих сплавів (окремо вилиті зразки, лиття у грунт)
| Марка сплаву | Вид термічної обробки | Тимчасовий опір Sв, МПа (кгс/мм2), не менше | Границя текучості σο,2, МПа (кгс/мм2), не менше | Відносна пружність при L=5d, %, не менше |
| МЛ3 | — | 157(16) | — | |
| Т6 | 226 (23) | — | ||
| МЛ4пч | Т4 | 216(22) | — | |
| МЛ5 | Т4 | 226 (23) | 83,3(8,5) | |
| Т6 | 226 (23) | — | ||
| МЛ5пч | Т4 | 226 (23) | 83,3 (8,5) | |
| Т6 | 226 (23) | — | ||
| МЛ5он | Т4 | 216(22) | — | |
| МЛ6 | Т6 | 216(22) | 137(14) | |
| МЛ8 | Т6 | 264 (23) | 166,5(17) | |
| МЛ9 | Т6 | 226 (23) | 108(11) | |
| МЛ10 | Т6 | 226 (23) | 137(14) | |
| Т61 | 235 (24) | 137(14) | ||
| МЛИ | Т4 | 137(14) | 83,3 (8,5) | |
| МЛ12 | ТІ | 226 (23) | 127,5(13) | |
| МЛ15 | ТІ | 206(21) | 127,5(13) | |
| МЛ19 | Т6 | 216(22) | 118(12) |
Сплав МЛ12 після лиття внаслідок прискореного охолодження на повітрі виявляється загартованим, і його піддають тільки старінню (300 °С, 6 год.,), тобто обробляють за режимом ТІ. Сплав МЛ12 відрізняється від сплаву МЛ5 більш високою границею текучості (σο 2^130 і 85 МПа відповідно) і меншою чутливістю механічних властивостей до товщини стінок виливка. Недолік сплаву МЛ12 - погана зварюваність.
Сплав МЛ10 - жароміцний. Його використовують для роботи до 250 °С. Сплав обробляють за режимом Т6: гартування у воді при температурі більше або рівне 80 °С і старіння при 205 °С, 12... 18 год. При старінні виділяється b-фаза (Mg9Nd). Сплав відрізняється гарними ливарними властивостями. Інтервал кристалізації у нього значно менший, ніж у сплавів МЛ5 і МЛІ 2.
Сплав МЛІ 5 порівняно зі сплавом МЛІ 2 додатково леговано лантаном, що підвищує жароміцні властивості, поліпшує зварюваність, зменшує схильність до утворення мікропухкоті та гарячих тріщин. Сплав термічно зміцнюється старінням при 300°С протягом 6 год. Однак за міцністю і пластичністю сплав МЛІ 5 поступається сплаву МЛ12 (див. табл. 10.3).
Сплави МД9, МЛІ 0, МЛИ, МЛІ 9, що належать до системи Mg-P3M-Zr, характеризуються високою жароміцністю. При тривалій експлуатації вони можуть працювати до 250....350 °С, а при короткочасній - до 400 °С.
Основний легуючий елемент у сплавах МЛ9, МЛІ 0, МД19 -неодим, а у МЛІ 1 - церієвий мішметал (75 % Се, решта - РЗМ). Сплави на основі системи Mg-Nd не відрізняються високими механічними властивостями при кімнатній температурі, але мають високу жароміцність, гарні ливарні і технологічні властивості. Сплав МЛ11, легований церієвим мішметалом, характеризується зниженими властивостями при кімнатній температурі. Усі сплави цієї групи леговані також цирконієм, що ефективно подрібнює зерно та рафінує, нейтралізуючи шкідливі домішки.
Сплави системи Mg-P3M-Zr характеризуються змінною, що зменшується зі зниженням температури, розчинністю легуючих елементів та досить однорідним розподіленням дисперсних частинок, які виділяються при розпаді пересичених розчинів у процесі старіння і забезпечують зміцнювальний ефект (див. табл. 10.3). У зв'язку із цим жароміцні сплави системи Mg-P3M-Zr, як правило, застосовують у термічне зміцненому стані. Зміцнювальні фази у цих сплавах мало схильні до коагуляції, що обумовлює їхню високу жароміцність.
Незважаючи на те, що міцність магнієвих сплавів нижча, порівняно із алюмінієвими, але завдяки меншій густині питома міцність їх у більшості випадків вища. Цим визначається основна галузь застосування магнієвих сплавів - аерокосмічна промисловість. Із ливарних магнієвих сплавів виготовляють колеса, шасі літаків, корпуси насосів і приладів.
Із магнієвих сплавів, які деформуються, виготовляють двері кабіні корпуси ракет, окремі деталі планера літака. Деякі магнієві сплави мають високу здатність до демпферування, завдяки якій можна значно знизити рівень вібрації і шуму, тому вони застосовуються для виготовлення корпусів, у які монтується електронна апаратура керованих
снарядів.
Оскільки вказані сплави мають низьку здатність поглинати теплові
нейтрони, вони використовуються для виготовлення оболонок трубчастих тепловидільних елементів у атомних реакторах.
Важлива перевага магнієвих сплавів - гарна оброблюваність
різанням.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 3771; Нарушение авторских прав?; Мы поможем в написании вашей работы!