КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оправка для одновременной подрезки
|
|
|
|
ОПРАВКА ДЛЯ ОДНОВРЕМЕННОЙ ПОДРЕЗКИ ДВУХ ТОРЦОВ
На ряде машиностроительных заводов для изготовления деталей типа роликов применяют простое многоместное приспособление, обеспечивающее одновременную подрезку двух торцов у сорока деталей.
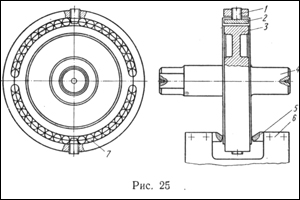
Приспособление (рис. 25) представляет собой оправку 4, устанавливаемую в центрах токарного станка. На оправку плотно насажен до упора в буртик диск 3, который имеет сквозной кольцевой паз, разделенный на две равные части диаметрально расположенными перемычками.
Диск 3 с двух сторон приварен к оправке 4 кольцевыми швами. Ширина диска соответствует длине обрабатываемой детали.
В паз набирают комплект деталей 7 по 20 шт. в каждую половину. Их закрепляют двумя винтами 1, причем каждый винт при помощи сухаря 2 расклинивает две рядом расположенные детали. Расклиненные детали создают давление на соседние, благодаря чему все детали прочно удерживаются в кольцевом пазу приспособления. Оба торна подрезаются одновременно двумя резцами 5, которые укрепляют в державке 6 таким образом, чтобы расстояние между их вершинами соответствовало длине обрабатываемой детали.
В результате внедрения описанного приспособления производительность изготовления роликов повышается примерно в пять раз по сравнению с обычной обработкой, так как отрезку заготовок в этом случае можно производить на пресс-ножницах.
ОПРАВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ БЕЗ ОСТАНОВКИ СТАНКА
Конструкция оправки представлена на рис. 26. Оправка собрана на поводке 8 и соединена с 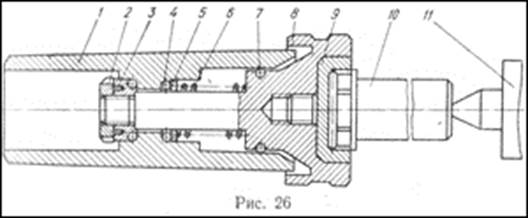 корпусом 1 при помощи разжимной пружины 6, шайбы 5 и навинченных
корпусом 1 при помощи разжимной пружины 6, шайбы 5 и навинченных
Оправку устанавливают в шпиндель станка. В многогранную вставку 9 помещают деталь 10 и поджимают вращающимся центром 11. При этом поводок 8, сжимая пружину 6 своим наружным конусом, прижимается к внутренней конусной части корпуса. Вращение передается корпусу 1 й затем поводку 8, который приводит во вращение деталь, подпираемую вращающимся центром. По окончании обработки детали центр от нее отходит, и пружина 6 отжимает поводок. Он перестает вращаться, а корпус продолжает. Деталь 10 при этом освобождается.
При такой конструкции оправки обеспечивается возможность установки и съема заготовки на ходу станка и, следовательно, повышается производительность труда
|
|
|
|
|
Дата добавления: 2017-01-14; Просмотров: 729; Нарушение авторских прав?; Мы поможем в написании вашей работы!