КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Приспособления и инструменты для центровки
|
|
|
|
ИНДИКАТОРНЫЙ УПОР ДЛЯ ОБРАБОТКИ СТУПЕНЧАТЫХ ДЕТАЛЕЙ

К основным деталям упора (рис. 44) относятся корпус 13, закрепленный на станине станка, и ступенчатый копир 1, длина ступеней которого точно соответствует длине ступеней обрабатываемой детали. Копир по скользящей посадке 2-го класса точности посажен в отверстие корпуса 13. Кроме того, в конструкцию входят два подпружиненных фиксатора 7 и 8, гайки 5 и 10, винты 4 и 11, пружины 6 и 9 и другие детали.
В начале обработки резец подводят вплотную к торцу обрабатываемой детали, а упорный винт 3 поджимают к суппорту и фиксируют контргайкой 2.
В процессе обработки пружина 9 прижимает фиксатор 8 к перемещающемуся копиру 1. Но как только конец фиксатора 8 начинает перемещаться по скосу канавок копира, стрелка индикатора 12 начинает вращаться вокруг оси. Это служит сигналом для выключения продольной подачи суппорта, после чего его вручную доводят до такого положения, при котором заранее настроенный индикатор останавливается на заданной отметке. Затем посредством головки винта, преодолевая сопротивление пружины 9, отводят фиксатор 8 на себя, пока второй подпружиненный фиксатор 7 не войдет в паз фиксатора 5. Таким же образом обрабатывают остальные ступени.
Применять такой индикаторный упор целесообразно только при обработке больших партий деталей с точными линейными размерами.
ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТЫ ДЛЯ ЦЕНТРОВКИ И СВЕРЛЕНИЯ ДЕТАЛЕЙ
ТРЕХСТОРОННЕЕ ЦЕНТРОВОЧНОЕ СВЕРЛО*

Корпус 1 центровочного сверла (рис. 45) выполнен в виде плоского правильного многогранника с расположенными в его вершинах режущими элементами, состоящими из зенковочной части 4 и центровочного сверла 5. Корпус 1 крепят на державке 6 с помощью болта 3 и гаек 2. Режущая часть аналогична обычным центровочным сверлам.
При такой конструкции сверла обеспечивается его долговечность.
КОМБИНИРОВАННОЕ ЦЕНТРОВОЧНОЕ СВЕРЛО

Сверловочная часть комбинированного центровочного сверла (рис. 46) имеет прямую конусность вместо обратной (участок между точками 1 и 2), а угол прямой конусности выбирается больше угла заклинивания и равен примерно 5°. При этом прочность сверла в области точки 2 резко возрастает, и критерием работоспособности становится износ в области точки 3.
Возможность отказа от обычно принятой обратной конусности и переход к прямой конусности объясняется тем, что у комбинированных центровочных сверл режим обработки выбирается по подаче в зависимости от прочности сверловочной части.
НАСАДКА C ЦЕНТРОВОЧНЫМ СВЕРЛОМ НА ВРАЩАЮЩЕМСЯ ЦЕНТРЕ
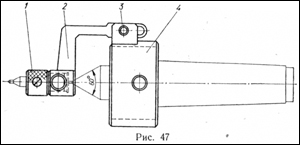
Насадка (рис. 47) состоит из втулки 1, рычага--2, штифта 3, корпуса 4. Ее закрепляют на корпусе вращающегося центра. Перед центровкой откидной рычаг 2 устанавливают в положение, показанное на чертеже. При этом ось центровочного сверла совпадает с осью станка. После центровки откидывают рычаг 2 с закрепленным в нем с помощью втулки 1 центровочным сверлом и поджимают деталь центром.
Такой способ центровки рекомендуется в условиях индивидуального производства в ремонтных и инструментальных цехах.
Применение насадок приведенной конструкции позволяет обрабатывать в самоцентрирующем патроне детали длиной, более чем в 3 раза превышающей диаметр. При этом токарь центрует детали и поджимает их центром.
При использовании насадки можно надежно крепить деталь и применять более высокие режимы резания.
|
|
|
|
|
Дата добавления: 2017-01-14; Просмотров: 1050; Нарушение авторских прав?; Мы поможем в написании вашей работы!