КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выбор и обоснование метода получения заготовки
|
|
|
|
Вид заготовки и способ ее получения зависит от конструкции детали, материала, масштаба выпуска. Заготовки деталей машин могут изготавливаться литьем, прокаткой, листовой и объемной штамповкой, сваркой, а также комбинированными способами. Для получения заготовок при серийном производстве используют точные методы литья, штамповку, холодное вдавливание. В данном случае заготовка получена штамповкой, тем самым повышая точность заготовки, снижая трудоемкость механической обработки и расход материала. При этом стоимость заготовки увеличивается.
Ориентировочная величина расчётной массы поковки Мп.р.:
Мп.р.= 
где Мп.р.- расчётная масса поковки, кг;
 объём поковки, мм3;
объём поковки, мм3;
 плотность стали (
плотность стали (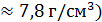
Рис.1 Деталь
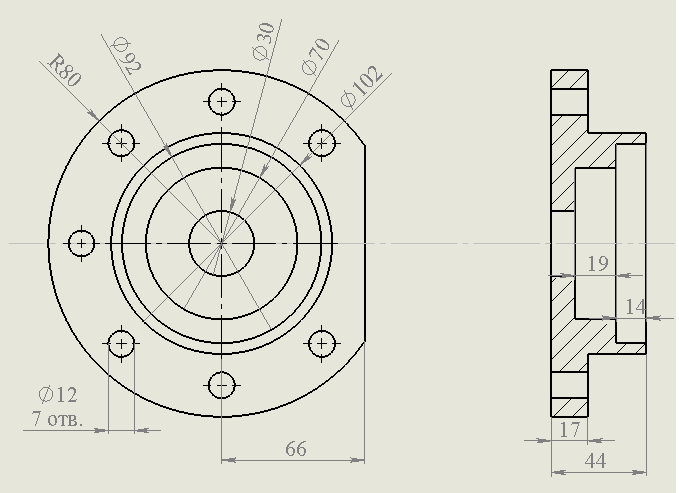
Рис.2 Деталь, изготовленная методом горячей объёмной штамповки
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| МА411.07.00.00.00ПЗ |

Глубиной резания называется толщина слоя металла, снимаемого за один проход резца. Она обозначается буквой t и колеблется от 0,5 до 3 и больше миллиметров при черновой обработке до десятых долей миллиметра при чистовой обточке.
Припуск на механическую обработку включает основной, а также дополнительные припуски, учитывающие отклонения, величину припусков следует назначать на одну сторону номинального размера. Основной припуск на механическую обработку равен: 3,6.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| МА411.07.00.00.00ПЗ |
Произведём технико-экономический расчёт методом горячей объёмной штамповки на горизонтально-ковочной машине.
Произведём технико-экономический расчёт методом литья. Будем руководствоваться ГОСТ 26645-85 «Отливки из металлов и сплавов. Допуски, масса, припуски».
Объём детали:
V=360,3 cм3
 =360,3*7,8=2810
=360,3*7,8=2810 
3.1.1 Заготовка изготовлена методом горячей объёмной штамповки на
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 396; Нарушение авторских прав?; Мы поможем в написании вашей работы!