КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет № 1
|
|
|
|
Вопрос 1. Преимущества и недостатки сварки перед другими способами соединения деталей, ее общая классификация и сущность.
Сварка является одним из выдающихся русских изобретений и впервые была освоена в нашей стране. Несомненно, Россия является лидером по количеству важных открытий в области науки и техники. Сейчас невозможно представить себе ни одной отрасли в хозяйстве или машиностроении, где бы не применялась сварка.
В 1802 г. русский академик Василий Владимирович Петров впервые в мире изучил и описал явление электрической дуги, возникающей при пропускании электрического тока через два стержня из угля и металла и имеющей очень высокую температуру; он также указал на возможность использования тепла электрической дуги для расплавления металлов.
Спустя 80 лет русские инженеры Николай Николаевич Бенардос и Николай Гаврилович Славянов разработали промышленные способы электрической сварки металлов.
Н.Н. Бенардос в 1882 г. изобрел способ дуговой сварки с применением угольного электрода. А после им были разработаны следующие способы сварки: дугой, горящей между двумя и несколькими электродами; в атмосфере защитного газа; контактной точечной сварки, с помощью клещей. А также изобрел ряд конструкций сварных автоматов, запатентовал много изобретений в области сварочного оборудования и процессов сварки.
Н.Г. Славянов в 1888 г. изобрел дуговую сварку плавящимся металлическим электродом. С помощью специально обученного коллектива сварщиков он исправлял дуговой сваркой брак литья, восстанавливал детали паровых машин и т. д. Он создал первый сварочный генератор и автоматический регулятор длины дуги, разработал флюсы, повышающие качество наплавленного металла.
Большой вклад в развитие сварки внес Институт электросварки имени Е.О. Патона, который в 1934 г. в Киеве организовал известный советский ученый, академик Евгений Оскарович Патон. Под его руководством коллектив института разработал новый прогрессивный метод автоматической дуговой сварки под слоем флюса, который начал применяться с 1940 г.
Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном нагреве или пластическом деформировании, или совместным действием того и другого.
До появления сварки широко использовали клепочные и болтовые соединения. Применение сварки позволяет использовать самые разнообразные профили металла.
Межатомные связи могут устанавливаться только тогда, когда соединяемые атомы получат дополнительную энергию для преодоления существующего между ними определенного энергетического барьера. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
В зависимости от вида энергии при выполнении соединения различают два вида сварки: плавлением и давлением.
При сварке плавлением детали по соединяемым кромкам оплавляют под действием источника нагрева. Образуется общий объем жидкого металла при расплавлении двух кромок, называемый сварочной ванной. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварочный шов.
Сущность сварки давлением состоит в непрерывном или прерывистом совместном пластическом деформировании материала по кромкам свариваемых деталей.
Именно вид энергии активации является основой физических признаков видов сварки, а их более 150 видов. По физическим признакам сварка классифицируется на три класса (сx. 1): термический, термомеханический, механический.
К термическому классу относят все виды сварки плавлением, осуществляемые с использованием тепловой энергии, - газовую, дуговую, электрошлаковую, электронно-лучевую, лазерную и др.
К термомеханическому классу относят все виды сварки, осуществляемые с использованием тепловой энергии и давления, - контактную, диффузионную, газо- и дугопрессовую, кузнечную и др.
К механическому классу относят все виды сварки давлением, осуществляемые с использованием механической энергии, — холодная, трением, ультразвуковая, взрывом и др.
Схема 1
Классификация сварки по физическим признакам

Сварка обладает рядом преимуществ, основные из которых следующие:
1. Экономия металла вследствие наиболее полного использования рабочих сечений элементов сварных конструкций, придания им более целесообразной формы, в соответствии с действующими нагрузками и уменьшения веса соединительных элементов.
2. Сокращение сроков работ и уменьшение стоимости изготовления конструкций за счет снижения расхода металла и уменьшения трудоемкости работ.
3. Возможность широкого использования сварки, наплавки и резки при ремонте, где эти способы обработки металла позволяют быстро и с наименьшими затратами восстанавливать изношенное, вышедшее из строя оборудование и разрушенные сооружения.
4. Возможность изготовления сварных изделий сложной формы из штамповочных и листовых элементов взамен ковки и литья.
5. Удешевление технологического оборудования, так как отпадает необходимость в дорогих сверлильных, дыропробивных станках и клепальных машинах.
6. Герметичность и надежность получаемых сварных соединений.
7. Уменьшение производственного шума и улучшение условий труда в цехах.
Сваркой можно получить сварное соединение прочностью выше основного металла. Поэтому сварку широко применяют при изготовлении ответственных конструкций, работающих при высоких давлениях и температурах, а также динамических (ударных) нагрузках, - паровых котлов, химических аппаратов высокого давления, мостов, самолетов, паровых турбин, гидросооружений, ракет, космических кораблей, искусственных спутников Земли и др.
Если говорить отдельно о газовой сварке, то недостатками ее являются:
1. Уменьшение производительности процесса с увеличением толщины свариваемого металла. Поэтому газовую сварку применяют в основном для металла толщиной до 10 мм.
2. Большая зона теплового воздействия на основной металл, что приводит к значительным короблениям свариваемых деталей.
К преимуществам газовой сварки относятся:
1. Простота способа и его универсальность.
2. Несложность оборудования.
3. Отсутствие источника электрической энергии.
Вопрос 2. Сварка трубных конструкций дуговой сваркой.
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис. 1).
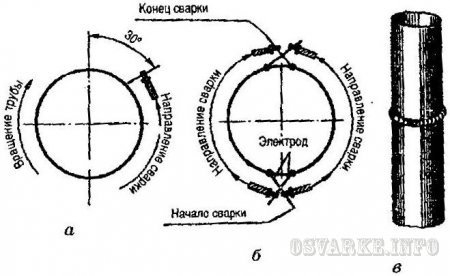
Рис. 1. Сварные стыки труб:
а – поворотный; б – неповоротный; в – горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва должен составлять 60-70°, а величина притупления - 2-2,5 мм (рис. 2). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2-3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15-20 мм очищают от масла, окалины, ржавчины и грязи.
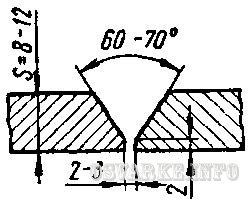
Рис. 2. Подготовка кромок труб под сварку при толщине стенок 8-12 мм
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в 4 местах швом высотой 3-4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250-300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении.
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб и их диаметром. При толщине труб свыше 8 мм и диаметре больше 300 мм, сварку ведут в четыре слоя (корневой, два основных, декоративный). В случае, когда толщина стенок трубы до 8 мм, сварку выполняют в два слоя сплошным швом.
По внешнему виду сварной шов должен иметь слегка выпуклую поверхность с плавным переходом к поверхности основного металла. Высота усиления шва должна быть одинаковой по всему периметру в пределах от 1 до 3 мм, ширина не должна превышать 2,5 толщины стенки труб.
Сварку труб малого диаметра и малой толщины стенки производят поворотным способом. В процессе сварки поворачивают трубу (рис. 3) в сторону, противоположную направлению сварки. Второй слой выполняют аналогично первому, но в противоположном направлении.
Сварка толстостенных труб. Трубы, толщина стенки которых составляет 8-12 мм, сваривают в три слоя плюс декоративный шов.

Рис. 3. Схема сварки стыка труб малого диаметра
Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1-1,5 мм, равномерно распределяющийся по всей окружности. Используют электроды диаметром 2-3 мм.
Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать 2 мм – больше установленного зазора между трубами.
Второй и третий слой выполняют электродом диаметром 4-5 мм и при повышенном токе одним из следующих способов: поворотом трубы на 180° и поворотом трубы на 90°.
Поворот трубы на 180° (рис. 4).
1. Стык делят на четыре участка.
Вначале сваривают участки 1-2, после чего трубу поворачивают на 180° и заваривают участки 3 и 4 (рис. 4, а).
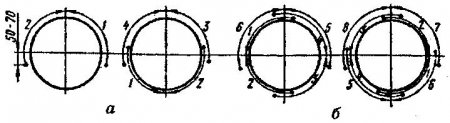
Рис. 4. Схема сварки стыка трубы:
а - второго слоя; б - третьего слоя
2. Трубу поворачивают еще на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 180° и сваривают участки 7 и 8 (рис. 4, б).
В процессе сварки нужно следить, чтобы начало и конец шва не совпадали, перекрытие смежного слоя составляет 20-25 мм.
Поворот трубы на 90°.
Стык так же делят на 4 участка. В начале сваривают участки 1-2. Затем поворачивают трубу на 90° и сваривают участки 3-4 (рис. 5, а) После сварки 1-го слоя трубу поворачивают на 90° и сваривают участки 5-6, затем поворачивают на 90° и сваривают участки 7-8 (рис. 5, б).
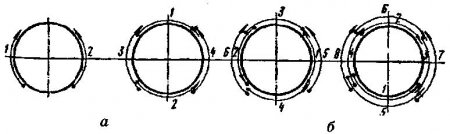
Рис. 5. Схема сварки стыка трубы:
а - второго слоя; б - третьего слоя
Четвертый декоративный слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы.
Трубы диаметром более 500 мм сваривают обратно-ступенчатым способом. Длина каждого участка зависит от диаметра трубы и составляет 150-300 мм (рис. 6).
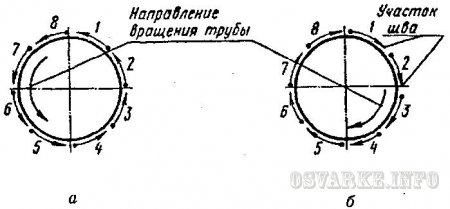
Рис. 6. Схема сварки стыка труб большого диаметра:
а - первого слоя; б - второго слоя
3. Задача. Объясните и покажите, как проверяют работу инжектора горелки перед началом работы.
Для проверки инжектора горелки к кислородному ниппелю подсоединяют рукав от кислородного редуктора, а к корпусу горелки - наконечник. Наконечник затягивают ключом, открывают ацетиленовый вентиль и кислородным редуктором устанавливают необходимое давление кислорода соответственно номеру наконечника.
Пускают кислород в горелку, открывая кислородный вентиль. Кислород, проходя через инжектор, создает разрежение в ацетиленовых каналах и ацетиленовом ниппеле, которое можно обнаружить, приставляя палец руки к ацетиленовому ниппелю.
При наличии разрежения палец будет присасываться к ниппелю. При отсутствии разрежения необходимо закрыть кислородный вентиль, отвернуть наконечник, вывернуть инжектор и проверить, не засорено ли его отверстие.
При засорении его необходимо прочистить. При этом надо проверить также отверстия смесительной камеры и мундштука. Убедившись в их исправности, повторяют испытание на подсос (разрежение).
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 738; Нарушение авторских прав?; Мы поможем в написании вашей работы!