КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Эквидистантная коррекция
|
|
|
|
Группы с параллельными осями.
Группирование координатных осей.
Группирование осей приводит к жесткому позиционному соотношению между ведущей осью и ведомыми осями. Команда G581 служит для создания группы, G580 – для расформирования.
Существуют следующие варианты групп:
Конвейерная лента идет непрерывно в положительном направлении, когда емкость достигает датчика 1 (Д1), то начинается синхронизация оси дозатора с позицией емкости. Через 100мм процесс синхронизации закончен ось дозатора перемещается синхронно с емкостью на ленте. Следующие 750мм оси движутся синхронно, и происходит заполнение емкости. Когда ось дозатора достигает позиции 850мм она рассинхронизируется и после дополнительных 100мм останавливается. Далее ось дозатора едет назад и ждет следующую емкость.
2. Электронные гитары (с осями, которые связаны определенными передаточными соотношениями).
3. Группы с нелинейно связанными осями.
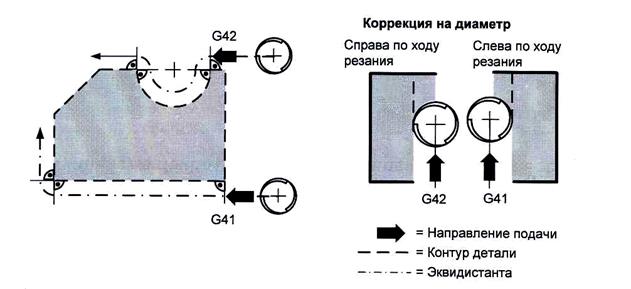
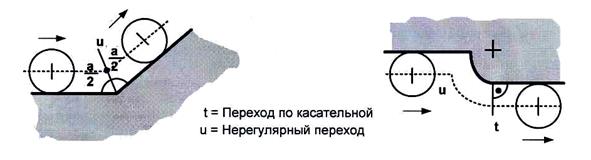
Эквидистантная коррекция, - G40, G41, G42. В результате коррекции инструмент перемещается по траектории, параллельной исходному контуру. Принцип эквидистантной коррекции проиллюстрирован на рисунке.
Вдоль контура и тех сопряжений кадров, для которых угол наклона касательной остается неизменным, эквидистанта однозначно определяется параметрами контура.
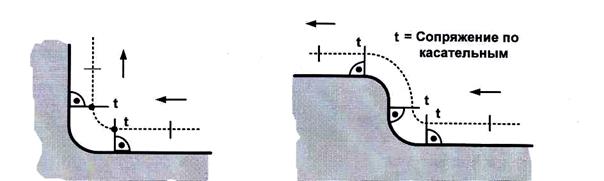
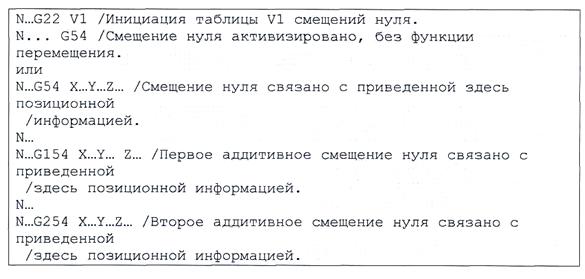
В других же нерегулярных случаях внешних сопряжений кадров система ЧПУ рассчитывает сопряжения отрезков эквидистант соответственно инструкциям G68 или G69, см. рис. 2-40.
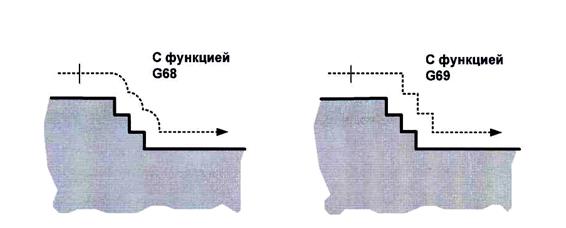
В случае нерегулярных сопряжений внутренних контуров система ЧПУ рассчитывает пересечения эквидистант для определения нужной траектории. В некоторых случаях это может привести к полному искажению контура. Чтобы избежать этого, некоторые системы ЧПУ располагают функцией «контроля коллизий».
Отмена коррекции, - G40. Отмена коррекции G40 может сопровождаться прямолинейным движением в активной плоскости. В этом случае выход из эквидистантной траектории осуществляется «по пути» к конечной точке кадра. Если активны функции круговой интерполяции, то действие инструкции G40 не должно сопровождаться перемещением.
Эквидистантная коррекция, - G41. Инструкция G41 инициирует положительную эквидистантную коррекцию слева от заготовки, если смотреть в направлении подачи. Для реализации коррекции радиус фрезы программируют в D-слове, а номер инструмента в Т-слове. Вместе с инструкцией G41 можно программировать линейные перемещения; тогда активизация эквидистантной коррекции произойдет «по пути» движения к конечной точке кадра.
Пример:

|
Эквидистантная коррекция, - G42. Инструкция G42 инициирует эквидистантную коррекцию справа от заготовки, если смотреть в направлении подачи. Все остальное — идентично инструкции G41.
Пример:

Смещение нуля (ZS), - отмена смещения G53; инициация смещения G54-G59; отмена первого аддитивного смещения G153; инициация первого аддитивного смещения G154-G159; отмена второго аддитивного смещения G253; инициация второго аддитивного смещения G254-G259. Инструкция смещения нуля позволяет сместить начало координат управляющей программы по отношению к началу координат станка. Значения смещений сохраняются в таблицах. Каждая таблица может содержать до трех групп из шести смещений нуля соответственно инструкциям G54, G59, G154, G159, G254, G259. Для активизации смещения нуля необходимо выбрать желаемую таблицу (см. G22), а далее просто упомянуть соответствующую G-инструкцию, без какой либо дополнительной позиционной информации. Все смещения нуля действуют аддитивно: G54+G156+G259. Смещения нуля внутри группы обновляют друг друга.
Пример:
Практическое занятие 10,11,12. Стандартные циклы: токарные, фрезерные
План занятия:
1. Циклы токарной обработки
2. Фрезерные циклы
|
|
|
|
|
Дата добавления: 2015-07-13; Просмотров: 2772; Нарушение авторских прав?; Мы поможем в написании вашей работы!