КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчет погрешности базирования
|
|
|
|
Общий раздел
1.1 Проверка условий лишения возможности перемещения заготовки в приспособлении по шести степеням свободы в соответствии с ГОСТ 21 496 – 76.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.15.02.08..ПЗ |

РИС №1
При фрезеровании шпоночного паза основная погрешность возникает на глубину шпоночного паза и на расстояние «привязки» паза до торца детали.
Глубина шпоночного паза задана от нижней образующей диаметра 90h8(-0,035), который имеет допуск Td=0,035 мм.
Деталь базируется на цилиндрическую оправку отверстием Ø65Н7. Глубина шпоночного паза имеет зависимый допуск Td=0,2 мм.
Рекомендуемые поля допусков на исполнительные размеры установочной оправки-f7.
Определим максимальный зазор по охватывающей поверхности оправки и отверстия детали.
Smax=Dmax отв – dmin вала Smax=65,03-64,94=0,09 мм
Dmax oтв=65H7=65,03 мм Dmin вала=65f7=64,94 мм
Для посадок с зазором погрешность должна лежать в пределе:
Где W=0,2 мм-допуск на высоту шпоночного паза
Т.е. 0,2>0,5×0,09; 0,2>0,045 мм.
Погрешность базирования обеспечивается.
Принимаем диаметр оправки 65f7.
Погрешность на расстояние от шпоночного паза до торца детали равна 0, так как измерительная, конструкторская и технологическая базы совпадают. 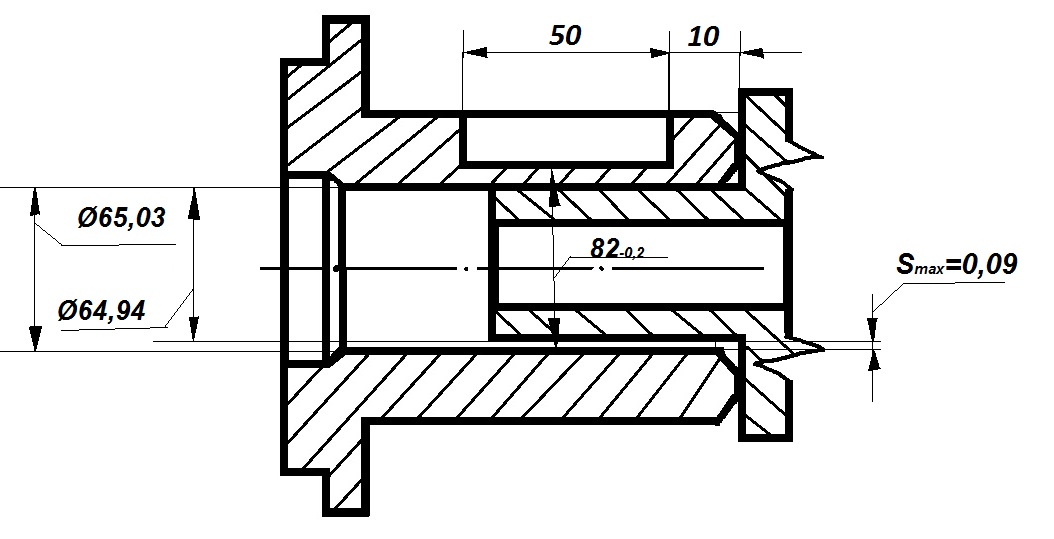
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.15.02.08..ПЗ |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.15.02.08..ПЗ |
При фрезеровании шпоночного паза шпоночной фрезой, возникают силы резания, действующие на заготовку.

РИС №3
- сила Ро действует перпендикулярно в направлении оправки.
- сила Рн стремится сдвинуть заготовку вдоль оси оправки.
- сила Рv стремится повернуть заготовку вокруг оси фрезы.
При правильной геометрии режущей части фрезы силы резания могут возникать только от смещения режущих кромок фрезы, что может привести к возвратно-поступательному и касательному движению заготовки на оправке. Согласно исследованиям для данного случая, эта составляющая сила равна 65 Н. Условие равновесия, при котором предупреждается смещение заготовки запишется в виде:

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.15.02.08..ПЗ |

Где
ΔPy=65 Н-суммарная сила, действующая на заготовку;
f=0,18-коэффициент трения;
К=2,5-коэффициент запаса;
D=90 мм-из чертежа (опорный торец детали);
d1=90 мм-диаметр из чертежа (опора приспособления);
d2=65 мм-диаметр оправки (диаметр отверстия);
d3=60 мм-диаметр опорной части тяги;
d4=25 мм-диаметр тяги.
Подставим значения в формулу (1)

|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 2617; Нарушение авторских прав?; Мы поможем в написании вашей работы!