КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Токарные резцы
|
|
|
|
Методы токарной обработки
Токарная обработка (точение) является наиболее распространенным методом обработки тел вращения, совершаемым резцами на станках токарной группы. Основными операциями токарной обработки являются: обточка, расточка, подрезка торцов, прорезка канавок, отрезка заготовок, снятие фасок, получение галтелей, нарезание резьб и т.д. Различают следующие виды точения [13]:
1) черновое точение (обдирка) – удаление дефектных слоев заготовок, разрезка, отрезка и подрезка торцов заготовок. Срезается поверхностная «корка» и основная (~70 %) часть припуска на обработку,  > 40 мкм;
> 40 мкм;
2) получистовое точение – снятие 20…25 % припуска, позволяет получать шероховатость поверхности = 40…10 мкм и точность 10…11 – го квалитетов. Заготовка получает форму, близкую к форме детали;
3) чистовое точение – обеспечивает получение шероховатости = 10…6,3 мкм и точность 7…9 – го квалитетов. Деталь получает окончательную форму и размеры;
4) тонкое точение – позволяет при срезании очень тонких стружек получать на поверхности детали шероховатость = 6,3…3,2 мкм и точность 5…7 – го квалитетов;
5) специальные виды точения:
5.1) скоростное точение -  = 150…200 м/мин;
= 150…200 м/мин;
5.2 ) силовое точение – снятие в единицу времени больших припусков;
5.3) виброточение;
5.4) точение с предварительным подогревом (охлаждением) заготовки.
Токарные резцы делят по назначению, направлению движения, форме режущей части и конструкции.
 Рис. 9. Основные типы токарных резцов
Рис. 9. Основные типы токарных резцов
|
По назначению (рис. 9): проходные 6, 8 и проходные упорные 4, подрезные 1, отрезные и прорезные 5, расточные 9, 10, фасонные 2, резьбовые 7, резцы для чистовой обработки 3 и др.
По направлению движения: правые и левые (рис. 10). У правых резцов большой палец правой руки указывает на главную режущую кромку.
По форме головки (режущей части): прямые 3, 6, отогнутые 1, 4, 8, 9, 10, оттянутые 5, 7 и изогнутые.
 Рис. 10. Способ определения правого и левого резцов:
а – правый; б - левый
Рис. 10. Способ определения правого и левого резцов:
а – правый; б - левый
|
По конструкции: цельные и сборные. Цельные резцы изготавливают из инструментальных сталей целиком, сборные резцы - оснащают специальными режущими пластинами, что гораздо экономичнее и выгоднее. Сборные резцы различаются между собой по способу крепления режущих пластин. Крепление пластин к державке может осуществляться сваркой, пайкой, приклеиванием, механическим креплением.
Резцы с напаянными или приваренными пластинами просты в изготовлении. Однако державка резца после износа режущей пластины подлежит утилизации. Кроме того, при сварке и пайке пластин могут возникать микротрещины, что приводит к разрушению режущих кромок в процессе резания.
 Рис. 11. Типы резцов с многогранными неперетачиваемыми пластинами
Рис. 11. Типы резцов с многогранными неперетачиваемыми пластинами
|
Механический способ крепления пластин получил наиболее широкое распространение у резцов с многогранными неперетачиваемыми пластинами (рис. 11). У таких резцов державка может использоваться многократно, что, безусловно, снижает их себестоимость.
Стремление конструкторов и технологов повысить стойкость и работоспособность инструментов привело к созданию резцов с самовращающимися (силами трения) круглыми режущими пластинами. Круглые самовращающиеся резцы (КСВР) имеют сложную сборную конструкцию, обеспечивающую легкое самовраще-
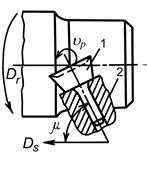 Рис. 12. Схема точения резцом
с круглой самовращающейся
режущей пластинкой:
1 – режущая пластинка; 2 –
– корпус резца
Рис. 12. Схема точения резцом
с круглой самовращающейся
режущей пластинкой:
1 – режущая пластинка; 2 –
– корпус резца
|
ние режущего элемента 1 закрепленного в корпусе резца 2 (рис. 12). Самовращение круглой режущей пластинки под действием сил трения достигается путем определенной установки резца под углом  по отношению к оси заготовки. Подобные резцы применяются при обработке жаропрочных и коррозионно-стойких сталей и титановых сплавов в условиях получистового и чистового точения. Повышение стойкости пластин в 2…4 раза и снижение шероховатости обработанной поверхности обусловлены хорошим теплоотводом в резец и снижением сил трения за счет эффективного действия смазочно-охлаждающих жидкостей, подаваемых в зону резания.
по отношению к оси заготовки. Подобные резцы применяются при обработке жаропрочных и коррозионно-стойких сталей и титановых сплавов в условиях получистового и чистового точения. Повышение стойкости пластин в 2…4 раза и снижение шероховатости обработанной поверхности обусловлены хорошим теплоотводом в резец и снижением сил трения за счет эффективного действия смазочно-охлаждающих жидкостей, подаваемых в зону резания.

|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 558; Нарушение авторских прав?; Мы поможем в написании вашей работы!